






第2章面向艇體的真空導(dǎo)入成型工藝設(shè)計(jì)系統(tǒng)總體設(shè)計(jì)
2.1引言
國(guó)內(nèi)對(duì)真空導(dǎo)入成型工藝的研究多是通過(guò)實(shí)際生產(chǎn)進(jìn)行經(jīng)驗(yàn)的積累,相對(duì)而言理論研究方面并不成熟。為了開(kāi)發(fā)面向游艇艇體的真空導(dǎo)入成型工藝設(shè)計(jì)系統(tǒng),需要建立系統(tǒng)總體框架,將工藝知識(shí)、數(shù)值模擬以及數(shù)據(jù)管理等集成起來(lái),實(shí)現(xiàn)工藝設(shè)計(jì)的高效化。
本章首先對(duì)艇體真空導(dǎo)入成型工藝過(guò)程進(jìn)行分析;然后深入研究樹(shù)脂在模腔內(nèi)的流動(dòng)原理,分析常見(jiàn)缺陷;最后構(gòu)建系統(tǒng)功能框架,并分析其工作過(guò)程。
2.2艇體真空導(dǎo)入成型工藝模型
2.2.1真空導(dǎo)入成型工藝原理
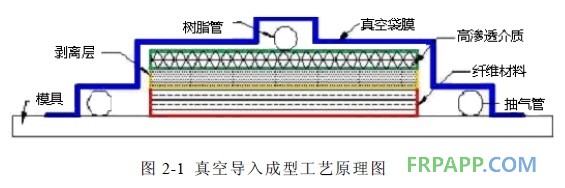
在真空導(dǎo)入成型工藝中,首先將增強(qiáng)材料沿剛性模具表面鋪覆,進(jìn)而鋪放輔助樹(shù)脂流動(dòng)的高滲透介質(zhì)以及起到隔離作用的隔離層,并鋪設(shè)樹(shù)脂管、真空管;然后利用真空袋密封,抽真空并驗(yàn)證氣密性后,打開(kāi)樹(shù)脂注射開(kāi)關(guān)利用壓力差將樹(shù)脂注入模腔內(nèi)完成填充;最后固化成型。該工藝的成型特點(diǎn)是不借助外界壓力設(shè)備,僅在大氣壓力作用下,采用特定的樹(shù)脂分配系統(tǒng)促進(jìn)樹(shù)脂的流動(dòng)。其工藝原理如圖2-1所示。
2.2.2艇體真空導(dǎo)入成型工藝過(guò)程分析
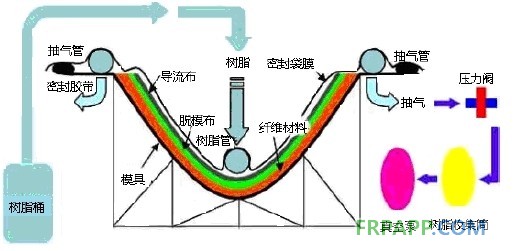
面向游艇艇體的真空導(dǎo)入成型工藝所需裝備設(shè)置如圖2—2所示。其成型步驟及注意事項(xiàng)如下:
1.準(zhǔn)備模具 由于游艇屬于大尺寸小批量制件,在實(shí)際生產(chǎn)中為節(jié)省成本,模具一般為木模居多。為保證施工順利及成型質(zhì)量,模具必須滿足以下條件:
(1)模具表面必須平整并具有良好的氣密性,以保證真空度。對(duì)于分塊模具,要用雕塑土填充模具結(jié)合處的縫隙。
(2)具有足夠的剛度,防止由于真空壓力造成模具變形而影響艇體外形。對(duì)于木模,一般采用夾層板或三合板增強(qiáng)其剛度。
(3)模具應(yīng)具有良好的耐熱性,避免因樹(shù)脂固化放熱變形。
(4)模具應(yīng)具有不少于15cm的凸緣法蘭邊,以方便真空管的鋪設(shè)和密封膠帶的密封。
2.打蠟及脫模劑 由于脫模劑價(jià)格高,最好的方法是打多次蠟和一次脫模劑,這樣既可降低成本又能保護(hù)模具,而且脫模后可在艇體外表面形成一層保護(hù)膜。
3.噴涂膠衣 膠衣厚度一般控制在0.4-0.6mm之間,可分2-3次作業(yè)。尺寸較大的模具用噴槍噴灑,小的用刷子即可。
4.鋪放增強(qiáng)材料并設(shè)置澆注系統(tǒng) 增強(qiáng)材料的鋪放應(yīng)嚴(yán)格按照所設(shè)計(jì)鋪層方案進(jìn)行,樹(shù)脂管路和抽氣管的設(shè)置原則是保證樹(shù)脂浸潤(rùn)整個(gè)模腔。另外要注意:
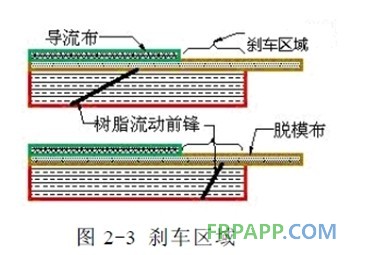
(1)為方便脫模,脫模布尺寸要大于增強(qiáng)材料的尺寸,并延伸至抽氣管下方,如圖2-3所示。
(2)預(yù)留剎車區(qū)域,如圖2-3所示。為了減小螬強(qiáng)材料預(yù)成型體上下表面樹(shù)脂流動(dòng)前鋒的距離,通常使導(dǎo)流布在流動(dòng)方向上的尺寸小于增強(qiáng)材料的尺寸。這樣可以有效減緩樹(shù)脂在上表面沒(méi)有導(dǎo)流布的區(qū)域的流動(dòng)速度,防止上表面的樹(shù)脂過(guò)早被抽氣管吸入樹(shù)脂收集桶而在下表面處形成千斑、干區(qū)等缺陷。
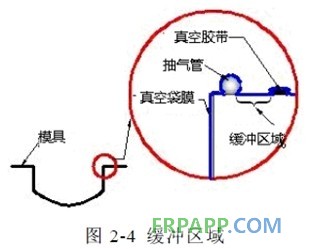
(3)設(shè)置緩沖區(qū)域,如圖2-4所示。為了防止樹(shù)脂進(jìn)入抽氣管時(shí)造成膠帶對(duì)真空袋邊緣的的密封功能失效,通常在抽氣管與密封膠帶之間預(yù)留一定的距離,從而減緩樹(shù)脂流動(dòng)的沖擊。
(4)在對(duì)船側(cè)部位鋪放增強(qiáng)材料時(shí)可使用噴膠進(jìn)行固定,以保證鋪層質(zhì)量。由于常用噴膠與纖維、樹(shù)脂等不相融,過(guò)多的噴膠量會(huì)影響成型質(zhì)量,因此應(yīng)盡量少用。
(5)用脫模布包裹抽氣管,可以有效減緩樹(shù)脂通過(guò)抽氣管進(jìn)入樹(shù)脂采集筒的速度,為艇體完全浸潤(rùn)爭(zhēng)取時(shí)間,如圖2-5所示。

5.鋪放真空袋并密封 真空袋破損時(shí)需要耗費(fèi)大量的人工成本進(jìn)行修復(fù),因此必須小心搬運(yùn)、鋪放,保證真空袋的完整性。另外,樹(shù)脂管和抽氣管的存在以及艇體形狀的變化會(huì)使鋪覆中的真空袋產(chǎn)生褶皺而張緊,抽真空后在壓力作用下容易導(dǎo)致真空袋變形甚至破損。為此,常使真空袋的尺寸為艇體尺寸的1.3-1.5倍。
6.抽真空及氣密性檢查 氣密性檢查分為兩個(gè)部分:首先是真空泵、真空筒以及壓力閥等成型設(shè)備的氣密性檢查,一般是抽真空后,關(guān)閉真空泵,一段時(shí)間后查看真空表讀數(shù)是否有變化;然后是制件即模具和真空袋的氣密性檢查,停止抽真空5分鐘后,若壓力變化小于6KPa即認(rèn)為滿足要求。
7.注射樹(shù)脂 將樹(shù)脂按要求調(diào)配后,通過(guò)控制流道開(kāi)關(guān),逐步完成填充。
(1)樹(shù)脂特性檢測(cè) 由于在不同的環(huán)境溫度下,樹(shù)脂凝膠時(shí)間和粘度不完全相同。因此,必須在實(shí)際注射之前,準(zhǔn)確了解樹(shù)脂的粘溫特性及凝膠時(shí)間。根據(jù)成型需要,可相應(yīng)的加入一定配比的固化劑。
(2)開(kāi)關(guān)時(shí)機(jī)的把握 由于游艇尺寸較大,一般為多流道順序澆注。對(duì)于艇體底部流道,當(dāng)樹(shù)脂流動(dòng)前鋒通過(guò)下一流道時(shí),才可以打開(kāi)此流道,提前打開(kāi)將導(dǎo)致相鄰流道之間的區(qū)域浸潤(rùn)不完全,產(chǎn)生缺陷,打開(kāi)不及時(shí)則有可能增加樹(shù)脂的充模時(shí)間;對(duì)于艇體上的豎直區(qū)域,要趕在樹(shù)脂流經(jīng)新的流道之前關(guān)閉之前打開(kāi)的流道。因?yàn)闃?shù)脂離澆口位置越遠(yuǎn),推動(dòng)樹(shù)脂流動(dòng)的壓力差越小,當(dāng)洼射壓力小于重力時(shí)會(huì)引起樹(shù)脂垂流,在艇底與艇體側(cè)面過(guò)渡處形成富脂。
8.固化脫模 充模過(guò)程完成以后,應(yīng)適當(dāng)降低真空度,避免靠近抽氣口的樹(shù)脂被抽入樹(shù)脂筒。為保證艇體成型質(zhì)量,一般在固化完成24小時(shí)之后進(jìn)行脫模。脫模后,需進(jìn)行脫模后處理,將剝離層、導(dǎo)流布、真空袋等輔助材料清除。
9.成型質(zhì)量檢測(cè) 檢查脫模后的艇體,對(duì)存在的缺陷進(jìn)行人工補(bǔ)救。







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)