





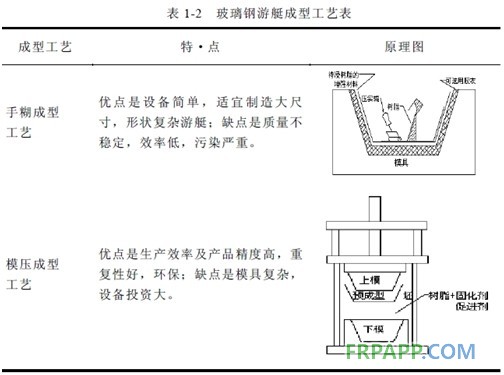
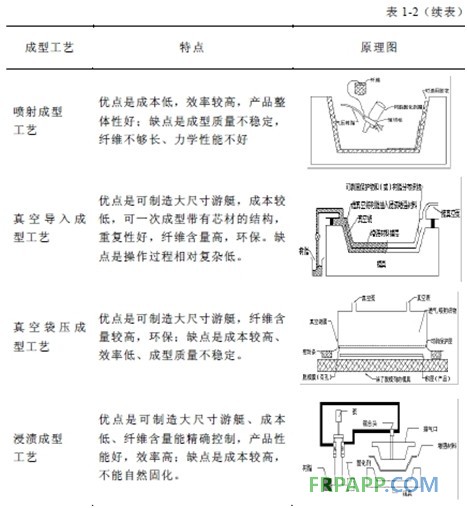
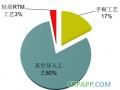
在上述成型工藝中,手糊成型是玻璃鋼生產(chǎn)作業(yè)中最原始的方法,由于其簡單易行,特別是易于制作型線復(fù)雜的游艇,至今仍廣泛應(yīng)用。在我國,玻璃鋼游艇的建造大部分仍采用手糊成型工藝。然而,在實(shí)際生產(chǎn)中大部分游艇結(jié)構(gòu)并不是太復(fù)雜,這樣手糊成型工藝的優(yōu)點(diǎn)并未完全發(fā)揮,而其污染嚴(yán)重,效率低,成型質(zhì)量不穩(wěn)定的缺點(diǎn)卻凸現(xiàn)出來。真空導(dǎo)入成型工藝的出現(xiàn)恰恰解決了手糊成型工藝面臨的尷尬,在實(shí)際生產(chǎn)中獲得了越來越多的認(rèn)可并逐步推廣。其他幾種成型工藝則由于各種條件的限制,未能廣泛使用。本課題將圍繞游艇艇體的真空導(dǎo)入成型工藝展開研究,旨在更好的開發(fā)真空導(dǎo)入成型工藝,使其優(yōu)勢發(fā)揮更加明顯,更好的為實(shí)際生產(chǎn)服務(wù)。
1.2.2真空導(dǎo)入成型工藝研究現(xiàn)狀
真空輔助系列成型工藝是在RTM(Resin Transfer Molding)工藝基礎(chǔ)上發(fā)展起來的,其特點(diǎn)是不借助外部壓力設(shè)備產(chǎn)生的壓力,僅在外界大氣壓的作用下,將樹脂導(dǎo)入模腔進(jìn)行填充。國外對真空輔助成型技術(shù)的研究已有20余年的經(jīng)驗(yàn)。早在1 989年,Bill Seemann成功申請了“用樹脂傳遞模塑生產(chǎn)纖維增強(qiáng)材料結(jié)構(gòu)”的美國專利[11,12]。SCRIMPTM( Seeman's CompositeResin Infusion Molding Process)即西曼復(fù)合材料樹脂滲透模塑成型工藝就是以Bill Seemann的名字命名的一種高性能、低成本的真空輔助成型工藝。隨著復(fù)合材料產(chǎn)品應(yīng)用領(lǐng)域的拓展以及新的需求的不斷出現(xiàn),已經(jīng)衍生出很多版本的真空輔助成型工藝,如真空輔助樹脂傳遞模塑( VARTM,Vacuum-Assisted RTM)、真空輔助樹脂注射(VARI,Vacuum-Assisted ResinInjection)、真空注射工藝(VIP,Vacuum Injection Process)、真空模塑(VM,Vacuum Molding)等。上述工藝彼此緊密關(guān)聯(lián),又有細(xì)微差別[13,14]。
在我國,很多人將SCRIMP工藝稱為真空導(dǎo)入成型工藝。確切的說,真空導(dǎo)入成型工藝與SCRIMP工藝并不完全相同。SCRIMP工藝專利的關(guān)鍵在于利用其樹脂分配系統(tǒng)一一特制的針織網(wǎng)格布,使樹脂在模腔內(nèi)快速流動(dòng)進(jìn)而完成填充[15,16]。而國內(nèi)的真空導(dǎo)入成型工藝為了避免侵犯專利的嫌疑,對其進(jìn)行了改造:通過鋪設(shè)高滲透介質(zhì)以及導(dǎo)流管對樹脂進(jìn)行分流,來達(dá)到相同的目的。因此,真空導(dǎo)入成型工藝和SCRIMP工藝可謂為殊途同歸,在一定程度上真空導(dǎo)入成型工藝即SCRIMP工藝。為了保持與實(shí)際生產(chǎn)中的一致性,本文采用真空導(dǎo)入成型工藝這一名稱。
現(xiàn)如今,真空導(dǎo)入成型工藝集萬千寵愛與一身,被寄予很高的期望,在復(fù)合材料成型領(lǐng)域大范圍推廣,得到了航空航天、國防工程、船舶工業(yè)、能源工業(yè)、基礎(chǔ)結(jié)構(gòu)工程等應(yīng)用領(lǐng)域的廣泛重視。然而,上世紀(jì)80年代末,初出茅廬的真空導(dǎo)入成型工藝并未遇到自己的伯樂。是金子總會發(fā)光一一在1 996年的SPI復(fù)合材料年會上,真空導(dǎo)入成型工藝憑借其在船舶上的成功應(yīng)用一舉奪得開發(fā)優(yōu)秀獎(jiǎng)。隨后,又獲得美國國家標(biāo)準(zhǔn)和技術(shù)研究機(jī)構(gòu)(NIST)提供的1 350萬美元資金作為技術(shù)開發(fā)基金[17],經(jīng)過多年的研究與應(yīng)用,真空導(dǎo)入成型已成功應(yīng)用于很多軍用和民用設(shè)施的建設(shè)上。其在不同領(lǐng)域的應(yīng)用實(shí)例見表1_3[18-20]。







 魯ICP備2021047099號
魯ICP備2021047099號