





3.5.3澆口位置仿真結果分析
由于澆口間的距離是一系列連續(xù)的數(shù)值,不可能針對每個值進行仿真。根據上述1 6組仿真結果,采用插值模擬的方法,利用MATLAB生成以澆口間距X、Y為自變量,充模時間T為因變量的三維曲面,如圖3-13所示,并求得其方程如下:

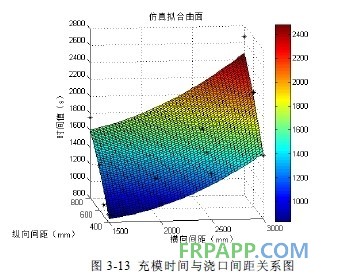






按照本文中所述艇體尺寸及澆注系統(tǒng)設計,根據工程實際中工藝成本估算方法,得出成型過程中材料及人工成本C的關于澆口間距X,Y的函數(shù)如下:

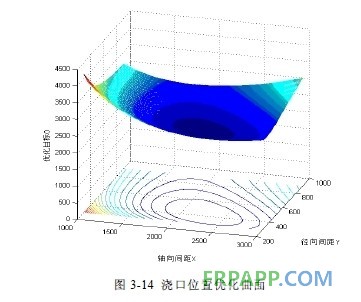
式(3-7)、(3-8)即是式(3-1)、(3-2)的具體形式。根據生產實際,取式(3-3)中充模時間和成本的權值相等(均為1即可),可得優(yōu)化目標O與優(yōu)化參數(shù)X、Y,之間的關系,如圖10所示。圖中曲線為優(yōu)化目標O的等值線,可知在圖示范圍內存在極小值,為X=2240,Y=423,此時充模時間及成本均滿足約束條件。綜上可知,在前文所述的船體參數(shù)和優(yōu)化目標的情況下,澆口間距為X=2240,Y=423時最優(yōu),為方便鋪設,可設為X=2200,Y=400。
3.6本章小節(jié)
本章首先利用pro.E曲面建模功能建立了艇體的三維模型,然后在不影
響準確度的情況下對艇體模型進行簡化,并利用HyperMesh完成網格模型的建立。通過對并行流道布置、魚刺型流道布置、混合流道布置三種常用流道布置方式的仿真分析,對比其充模時間、成型質量、成本,最終選取了艇底并行布置、艇側魚刺型布置的混合流道布置方式。最后,以最短充模時間和最小成本為目標,對不同澆口間距下的充模過程進行仿真,得出最優(yōu)澆口間距為X= 2200mm,Y=400mm。
第4章艇體鋪層方案可制造性分析
4.1引言
在游艇設計過程中,通常對鋪層厚度、鋪層角度、鋪層順序進行優(yōu)化,使艇體達到重量輕、力學性能好的最佳狀態(tài)。而在艇體制造過程中,除了考慮澆注系統(tǒng)設計對充模時間的影響外,還需要考慮的是增強材料按鋪層方案鋪層后形成的預成型體的滲透率對樹脂流動的影響。不合理的鋪層設置,可能導致氣泡、干斑等缺陷,嚴重時將導致艇體的整體報廢。目前的艇體制造行業(yè)大都忽略了鋪層的本質一一滲透率,而是憑經驗對鋪層方案進行選擇,成型后再進行質量檢測,使艇體成型質量和效率大打折扣。針對這種現(xiàn)象,本文從滲透率的角度出發(fā)對給出的鋪層方案進行可制造性評價,進一步完善艇體的真空導入成型工藝設計過程。
本章首先分析常用的鋪層材料特性,然后根據艇體真空導入成型工藝過程中樹脂的流動特點對鋪層后預成型體的滲透率進行理論推導。最后,利用PAM-RTM對給定鋪層方案下的艇體進行充模過程仿真,分析其可制造性。
4.2常用增強材料性能分析
在艇體真空導入成型過程中,先將增強材料按照鋪層方案放入單面剛性陰模中再注射樹脂,纖維在靜態(tài)下與流動的樹脂相浸漬,直到成型后期才與樹脂接觸。這個特點決定了真空導入成型對增強材料的選揮無特別的限制。根據第二章對增強材料選擇原則的介紹,常用的增強材料[43,44]有下述幾種形式:
(l)單向材料 單向材料是由在一個方向鋪放的無捻粗紗經橫向縫合而成的,其主要作用是增強制品的單向強度,也可以在制件形狀變化較大處作為填充料使用。
(2)短切氈 短切氈是把切成50mm長度的原絲或粗紗隨機均勻分散在網帶上,經粘合劑粘合后形成的。短切氈是玻璃鋼成型工藝中的重要原材料,其主要特點是成本低、變形好,但耐沖刷性差。當樹脂流動較快時,很容易產生變形,影響預成型體滲透率。
(3)連續(xù)纖維氈 其成型原理是將連續(xù)纖維原絲以隨機不定向方式成圈環(huán)狀分布到網帶上。連續(xù)纖維絲的存在使其力學性能比短切氈強,適合深模腔和表面形狀復雜的模具,另外還具有耐沖刷的優(yōu)點。
(4)表面氈 表面氈是通過粘合劑將隨機交錯分布的纖維單絲粘合制成的。其密度較小,適合用作復合材料表面層的增強材料。對樹脂吸附性好,起到防腐蝕、耐沖擊、耐磨等作用。
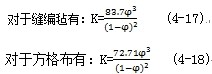
(5)縫編氈 縫編氈是通過縫編機把50-60cm長的纖維縫合而成的。
其制造過程不采用粘合劑,無污染、成本低、滲透性好。
(6)機織布 最常用的機織布是方格布。其缺點是鋪覆時容易發(fā)生褶皺和扭曲,不宜鋪放到位,需要使用粘合劑固定。適用于型面變化簡單的產品。
4.3真空導入成型滲透率求解
艇體真空導入成型過程中,增強材料變形包括兩個階段:鋪覆和壓實。其變化主要體現(xiàn)在三個方面:隨著增強材料在模具表面的鋪覆變形,將改變纖維之間的角度;抽真空后在壓力作用下增強材料預成型體的厚度變小;沿模具尖銳邊緣可能會留下空隙,增強材料無法完成對模具表面的精準鋪覆。上述變形對增強材料滲透率張量大小和主方向影響很大。而不同鋪層方案中,不同材料由于其性能的不同,導致的滲透率變化必然不同。因此,必須對各個鋪層方案下的滲透率進行分析。
4.3.1滲透率及子L隙率的計算
滲透率可理解為增強材料能夠被樹脂浸漬的性能,是增強材料的固育特
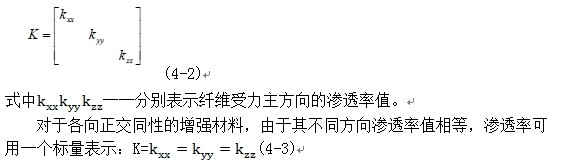
性,與纖維體積分數(shù)、纖維分布方式、纖維束及其單絲直徑等密切相關。滲透率數(shù)據的精確程度直接影響到模擬結果的可靠性。一般情況下,用張量來表示各向異性增強材料的滲透率,如下:
[ 復材學院搜索 ]
[ 加入收藏 ]
[ 告訴好友 ]
[ 打印本文 ]
[ 違規(guī)舉報 ]
[ 關閉窗口 ]
在正交各向異性增強材料預成型體中,局部坐標軸與纖維受力主方向相同,此時滲透率張量可表示如下:
制造殼體構件時,樹脂的流動主要是在預成型體的面內流動,沿厚度方向的流動很微弱,可以忽略。所以,沿厚度方向的滲透率可以忽略。因此,在這種情況下,滲透率可以簡化為:
制造殼體構件時,樹脂的流動主要是在預成型體的面內流動,沿厚度方向的流動很微弱,可以忽略。所以,沿厚度方向的滲透率可以忽略。因此,在這種情況下,滲透率可以簡化為:
艇體真空導入成型過程中,樹脂受壓力差的驅動而在增強材料預成型體之間的孔隙中流動,孔隙越大對于樹脂流動的阻礙越小,因此孔隙率與預成型體的滲透率K的計算有著密切關系??紫堵实亩x就是一個有限空間內,孔隙的體積與總體積的比例,以百分比表示[45]。其計算方法如下:
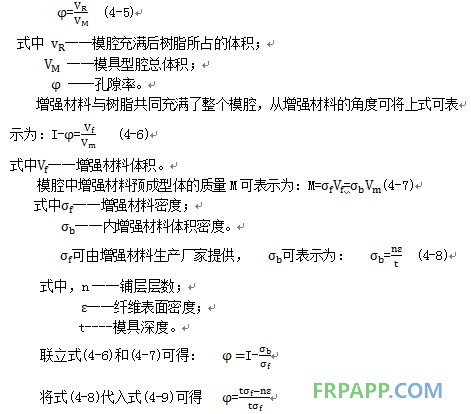
將單一增強材料鋪層下的孔隙率推廣到多種增強材料鋪層下的孔隙率,其表達式為:
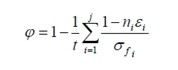
式中j-增強材料的種數(shù)。
4.3.2導流布滲透率計算
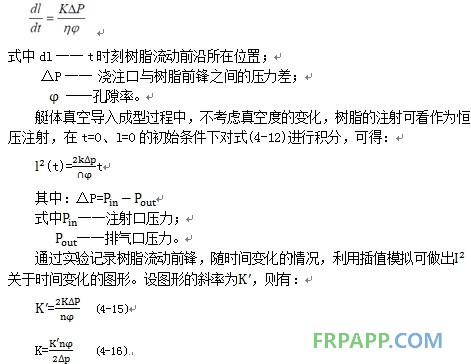
在實際生產中,利用樹脂充模之前,一般會進行樹脂在預成型體中的流
動實驗:透過玻璃板觀察在實時環(huán)境下樹脂在指定預成型體中的流動情況.根據艇體制造企業(yè)的現(xiàn)有條件,充分利用上述實驗,本節(jié)根據樹脂流動前鋒與時間的關系來確定導流布的滲透率,以提高實用性。
由對樹脂在模腔內的流動分析可知,對于導流布主要考慮其在平面的二維滲透率,忽略其厚度方向上的流動。同時,導流布為正交各向同性介質,故有K= = 由Darcy定律可得:
4.3.3預成型體與剝離層的等效橫向滲透率計算
通過第二章分析可知,剝離層和增強材料預成型體主要通過吸收從厚度方向上滲漏的樹脂完成浸潤,因此在進行充模仿真時主要考慮其橫向滲透率,即厚度方向的滲透率。本文將預成型體與剝離層看做一個整體討論其等效滲透率。
國內外對增強材料預成型體的橫向滲透率已經做過很多研究[46-49]。由于預成型體本身結構的復雜性,很難準確的測出滲透率。另一方面,目前的艇體制業(yè)并不具備進行大量試驗的條件,而之前的研究表明滲透率之間呈現(xiàn)出明顯的統(tǒng)計相關性。在這種情況下,本文采用經驗模型預測剝離層與預成型體的橫向滲透率,并給出兩種常用的增強材料的橫向滲透率。
預成型體可能由多種不同結構的增強材料組成,從而導致滲透率在各層發(fā)生變化。如果各個鋪層材料的滲透率差別不大,可以把滲透率在厚度方向上進行平均[50],如下:
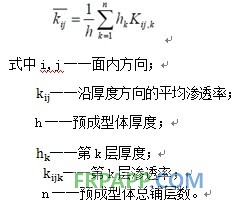
如果各單層滲透率有數(shù)量級上的差別,需要對上述公式進行修正。
4.4鋪層方案仿真分析
分析游艇的運行狀況可知其受力主要是艇體底部和艇體側面受到的波浪沖擊壓力。另外,在艇體艉部由于螺旋槳的存在,其力學性能要求相比其他區(qū)域更高;在艇艏處所受水流沖擊力高于其他區(qū)域;艇底中部龍骨處由于一直浸在水中,對其抗腐蝕、耐磨、抗氧化等要求更高。綜合上述要求,在艇體鋪層時不同區(qū)域所設置鋪層方案不同。不同的鋪層方案一般體現(xiàn)在鋪層材料、鋪層角度、鋪層厚度等方面,通過對樹脂在模腔內的流動分析可知所有鋪層設置對樹脂流動乃至最終成型質量的影響都體現(xiàn)到滲透率上。所以,相較于針對鋪層材料、角度、厚度的仿真的繁瑣,本節(jié)對不同鋪層方案下的艇體模型進行充模仿真,從滲透率的角度分析成型過程中出現(xiàn)的問題。

(c)2013-2020 復合材料應用技術網 All Rights Reserved
 魯ICP備2021047099號
魯ICP備2021047099號