






真空導(dǎo)入技術(shù)自2000年左右引入到我國后,經(jīng)過十多年來的發(fā)展,在國內(nèi)已經(jīng)是一項(xiàng)非常成熟的工藝了。近幾年由于環(huán)保嚴(yán)查,閉模工藝越來越受到大家的重視,原先很多做手糊工藝的企業(yè)都在謀求工藝上的轉(zhuǎn)型。
雖然RTM工藝被大家炒得火熱,但對于很多產(chǎn)品來說,并不是很合適。如果想要嘗試閉模工藝,真空導(dǎo)入工藝仍舊是最好的嘗試方案之一。
本文從真空導(dǎo)入的原理入手,對于整個(gè)工藝流程進(jìn)行了完整的描述,也從力學(xué)性能和優(yōu)勢方面跟其它工藝進(jìn)行了比對,讓大家對真空導(dǎo)入工藝有比較清晰的了解。
摘要
真空導(dǎo)入是最近興起的復(fù)合材料加工方法,本文介紹了真空導(dǎo)入工藝的原理,并與其他工藝在力學(xué)性能上做了對比,闡述由真空導(dǎo)入工藝所制作的產(chǎn)品的優(yōu)勢,同時(shí)對生產(chǎn)工藝過程作了扼要的介紹。
在目前的材料中,復(fù)合材料因其質(zhì)輕高強(qiáng)而被廣泛應(yīng)用。針對復(fù)合材料的制造工藝也在不斷的提高和創(chuàng)新。由起初的手糊,發(fā)展到機(jī)械化的噴射,拉擠,模壓等工藝,到現(xiàn)在興起的真空導(dǎo)入工藝,與真空導(dǎo)入相關(guān)的工藝還有樹脂傳遞模塑(RTM),真空輔助RTM(VARTM),真空袋壓SCRIMP,SRIM(Structural,ReactionMolding),RTI(resin filminfusion)。但都有一些差別,很多文章中都介紹過,這里就不贅述了。
1、真空導(dǎo)入工藝(Vacuum infusion process,VIP)
真空導(dǎo)入工藝,簡稱VIP,在模具上鋪增強(qiáng)材料(玻璃纖維,碳纖維,夾心材料等,有別于真空袋工藝),然后鋪真空袋,并抽出體系中的空氣,在模具型腔中形成一個(gè)負(fù)壓,利用真空產(chǎn)生的壓力把不飽和樹脂通過預(yù)鋪的管路壓入纖維層中,讓樹脂浸潤增強(qiáng)材料最后充滿整個(gè)模具,制品固化后,揭去真空袋材料,從模具上得到所需的制品。
VIP采用單面模具(就象通常的手糊和噴射模具)建立一個(gè)閉合系統(tǒng)。
真空導(dǎo)入工藝公諸于世很久了,這個(gè)工藝在1950 年出現(xiàn)了專利記錄。然而,直到近幾年才得到了發(fā)展。由于這種工藝是從國外引入,所以在命名上有多種稱呼,真空導(dǎo)入,真空灌注,真空注射等。
2、理論
真空導(dǎo)入工藝能被廣泛的應(yīng)用,有其理論基礎(chǔ)的,這就是達(dá)西定律:
Darcy’s Law)t =?2h/(2 kDP )
t 是導(dǎo)入時(shí)間,由四個(gè)參數(shù)來決定;h-樹脂粘度
從公式上可以看出所用樹脂的粘度越低,則所需導(dǎo)入時(shí)間就越短,因此真空導(dǎo)入所用的樹脂粘度一般不能太高。這樣可以使樹脂能夠快速的充滿整個(gè)模具。
?-注射長度,指的樹脂進(jìn)料口與到達(dá)出料口的之間的距離,距離長當(dāng)然所需的時(shí)間亦長。
DP-壓力差, 體系內(nèi)與體系外壓力差值越大,對樹脂的驅(qū)動力也越大,樹脂流速越快,當(dāng)然所需導(dǎo)入時(shí)間也越短。
k= 滲透性,指玻纖,夾心材料等對樹脂浸潤好壞的參數(shù)。k 值大說明浸潤好,像多向氈要比方格布,短切氈易被樹脂浸潤。因此為了使得樹脂在增強(qiáng)材料被壓實(shí)的情況下能方便的充滿體系,一般會人為設(shè)置一些導(dǎo)流槽,比如在夾心泡沫上下打孔等。
3、優(yōu)勢
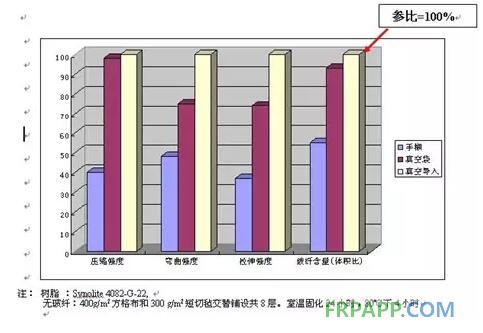
在通常的手糊工藝(hand lay-up)中,增強(qiáng)材料鋪于模具中, 采用刷子,輥?zhàn)踊蚱渌绞绞止そ櫾鰪?qiáng)材料。另外一種改進(jìn)的方法是使用真空袋吸出手糊時(shí)積層中多余的樹脂。這樣提高的玻纖含量,得到更高強(qiáng)度和更輕的產(chǎn)品。VIP 相對于傳統(tǒng)的工藝具有很多優(yōu)勢,如圖以手糊,真空袋和真空導(dǎo)入為例。在力學(xué)性能上真空導(dǎo)入占有明顯的優(yōu)勢。
由此可以看出真空導(dǎo)入的優(yōu)勢:
a 更高質(zhì)量制品:在真空環(huán)境下樹脂浸潤玻纖,與傳統(tǒng)制造工藝相比,制品中的氣泡極少。體系中不留有多余的樹脂,玻纖含量很高,可達(dá)到70%,甚至更高。所得制品重量更輕,強(qiáng)度更高。批與批之間也非常穩(wěn)定。
b 更少樹脂損耗:用VIP 工藝,樹脂的用量可以精確預(yù)算,對于手糊或噴射工藝來說,會因操作人員的多變性而難于控制。VIP 可以使得樹脂的損耗達(dá)到最少,更重要的是,這樣可以節(jié)約成本。
c 樹脂分布均勻:對于一個(gè)制品來說,不同部分的真空產(chǎn)生的壓力是一致的,因此樹脂對玻纖的浸潤速度和含量趨于一致。這個(gè)對于重量要求穩(wěn)定的FRP 制件來是很關(guān)鍵的。
d 過程揮發(fā)更少:生產(chǎn)過程中沒有刷子或輥?zhàn)又?,不會造成樹脂的潑灑或滴落現(xiàn)象發(fā)現(xiàn),更不會有大量的氣味出現(xiàn)。所以它能提供一個(gè)干凈、安全和友好的工作環(huán)境, 保護(hù)操作者的身心健康。
e 使用單面模具:僅用一面模具就可以得到兩面光滑平整的制品,可以較好的控制產(chǎn)品的厚度。節(jié)約模具制造成本和時(shí)間。
正因?yàn)橛肰IP 工藝所做產(chǎn)品有如此的優(yōu)點(diǎn),最早應(yīng)用于航天航空等特種領(lǐng)域,后來慢慢應(yīng)用于高要求的民用產(chǎn)品。
VIP 工藝的應(yīng)用領(lǐng)域
1)船艇工業(yè)--船體,甲板,方向舵,雷達(dá)屏蔽罩
2)風(fēng)電能源--葉片,機(jī)倉罩
3)體育休閑--頭盔,帆板
4)汽車工業(yè)--各類車頂,擋風(fēng)板,車廂
5)建筑領(lǐng)域--建筑物頂部件,建筑模板
6)農(nóng)業(yè)和園藝--糧倉圓蓋,農(nóng)機(jī)保護(hù)蓋
4、工藝流程
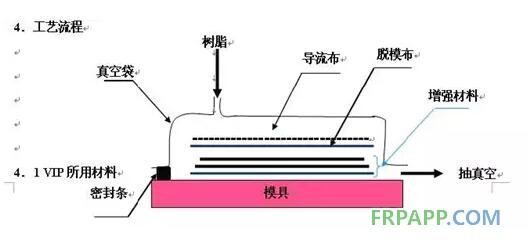
4.1 VIP 所用材料
4.1.1 樹脂
當(dāng)準(zhǔn)備開始真空導(dǎo)入的試驗(yàn)時(shí),首先要選用合適的樹脂,是環(huán)氧樹脂還是不飽和聚酯樹脂。真空導(dǎo)入工藝的樹脂,不能用普通的樹脂來代替,它對粘度,凝膠時(shí)間,放熱峰,浸潤性等有特殊的要求,具體可咨詢樹脂供應(yīng)商。
4.1.2 固化體系
如果是環(huán)氧樹脂,要使用其相對應(yīng)的專用固化劑;不飽和樹脂常用的固化劑是過氧化甲乙酮。不同的廠家其質(zhì)量是不一樣的,選用時(shí)對其評價(jià),不能因?yàn)橛昧可俚牟牧隙绊懙秸麄€(gè)制品的質(zhì)量。
4.1.3 增強(qiáng)材料
增強(qiáng)材料一般常用的是玻璃纖維和碳纖維。比如復(fù)合縫邊氈,單布等,具體要根據(jù)力學(xué)設(shè)計(jì)。選用時(shí)最好做一下實(shí)驗(yàn),滲透性如何,因?yàn)槔w維在制造過程中選用的浸潤劑,粘接劑的不同對樹脂的浸潤會不一樣,導(dǎo)致最終制品的力學(xué)性能會有很大的差異。
4.1.4 夾心材料
一般常用的是Balsa木,PVC 泡沫,PUR/PIR 泡沫,強(qiáng)心氈等。依據(jù)制品的需要選用合適的夾心材料。
4.1.5 設(shè)備、輔材
真空泵,接口,壓力表,導(dǎo)流管,脫模布,導(dǎo)流布,真空袋等等。真空導(dǎo)入工藝用所的材料不是隨隨便便拿來就能用,每種材料都要經(jīng)過實(shí)驗(yàn)加以確認(rèn),以此判斷是不是適用。
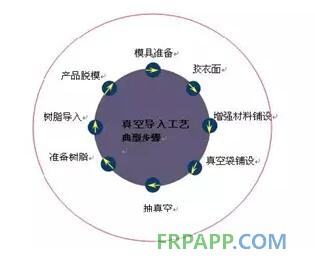
4.2 VIP 工藝流程
為了要了解材料如何使用和如何安排。為了解說方便,我們以如所例示意圖為例子。
第一步:準(zhǔn)備模具
和其它積層工藝一樣, 對VIP 來說高質(zhì)量的模具也是必須的。表面要有較高的硬度和較高的光澤,并且模具邊緣至少保留15 厘米,便于密封條和管路的鋪設(shè)。對模具進(jìn)行清理干凈,然后打脫模蠟或抹脫模水。
第二步: 施工膠衣面可以根據(jù)制品的要求,可以用產(chǎn)品膠衣和打磨膠衣,選用類型有鄰苯,間苯和乙烯基。用手刷和噴射的方法施工膠衣。
第三步:增強(qiáng)材料鋪設(shè)
選用增強(qiáng)材料-玻璃纖維,碳纖維,夾心材料…這要依據(jù)制品強(qiáng)度要求來定。選擇增強(qiáng)材料對積層工藝來說是很重要的一步,但對于VIP 要多考慮幾點(diǎn)。雖然所有織物都可以用,但不同的材料和織法會影響樹脂流速。
第四步:真空袋材料鋪設(shè)
先鋪上脫模布,接著是導(dǎo)流布,最后是真空袋。在合上真空袋之前,要仔細(xì)考慮樹脂和抽真空管路的走向,否則有的地方樹脂會無法浸潤到。鋪設(shè)時(shí)要非常小心,以免一些尖銳物刺破真空袋。
第五步:抽真空
鋪完這些材料后,夾緊各進(jìn)樹脂管,對整個(gè)體系抽真空,盡量把體系中空氣抽空,并檢查氣密性,這一步很關(guān)鍵,如有漏點(diǎn)存在,當(dāng)樹脂導(dǎo)入時(shí),空氣會進(jìn)體入體系,氣泡會在漏點(diǎn)向其它地方滲入,甚至于有可能整個(gè)制品報(bào)廢。
第六步:配樹脂
抽真空達(dá)到一定要求后,準(zhǔn)備樹脂。按凝膠時(shí)間配入相應(yīng)的固化劑,切記不能忘加固化劑,否則很難彌補(bǔ)。不過一般真空導(dǎo)入樹脂含有固化指示劑,可以從顏色上來判斷是否加了固化劑。
第七步:導(dǎo)入樹脂
把進(jìn)樹脂管路插入配好的樹脂桶中,根據(jù)進(jìn)料順序依次打開夾子,注意樹脂的量,必要時(shí)及時(shí)補(bǔ)充。
第八步:脫模
樹脂凝膠固化到一定程度后,揭去真空袋材料。從模具上取出制品并進(jìn)行后處理。
5、 結(jié)語
當(dāng)然任何一個(gè)工藝不可能是十全十美的,目前來說VIP 所需的一次性耗材很大一部分需要進(jìn)口,提高材料成本,但這部分可以減少樹脂用量上得到平衡。另外對操作人員的技能要求更高。每一過程都仔細(xì)按步驟做好才能進(jìn)入下一步的操作,否則會造成不能逆轉(zhuǎn)的損失。
所以這種工藝目前用在附加值高的FPR 部件和制品中, 如體育用品配件,游艇,風(fēng)力發(fā)電葉片等。但人們對更高性能材料的大量需要,真空導(dǎo)入工藝正被越來越多的人認(rèn)識和采用。










 魯ICP備2021047099號
魯ICP備2021047099號