





1.模具種類
RTM是在低壓下成型,模具剛度相對要求低,可以使用多種材料來制造模具。常用的模具類型有玻璃鋼模具,電鑄鎳模具、鋁模具、鑄鐵模具和鋼模。表6-8列出了各種類型模具的比較。

2.模具結(jié)構(gòu)設(shè)計
RTM模具的結(jié)構(gòu)設(shè)計包括產(chǎn)品結(jié)構(gòu)分型;嵌模、組合模、預(yù)埋結(jié)構(gòu)、夾芯結(jié)構(gòu)等模具結(jié)構(gòu)形式;專用鎖緊機構(gòu)、脫模機構(gòu)、專用密封結(jié)構(gòu);真空結(jié)構(gòu)形式;模具層合結(jié)構(gòu)、剛度結(jié)構(gòu)形式、模具加熱形式等。
模具結(jié)構(gòu)設(shè)計主要遵循以下原則:
(1)盡量簡化脫模部件:在制造模具時應(yīng)考慮產(chǎn)品脫模,覆蓋件兩邊緣要留有一定的脫模角度,各部分的連接處平滑過渡。
(2)盡量方便澆注系統(tǒng)的布置。
(3)便于氣體排除:為了有利于氣體的排出,分型面盡可能與樹脂流動的末端重合。
(4)模具密封和真空輔助成型:模具采用雙密封結(jié)構(gòu)并且利用真空在浸漬前對模腔抽真空,這樣有利于降低模具變形、降低孔隙率、提高生產(chǎn)效率、減少修整工序。
(5)便于活塊的安放:當分型面開啟后,要有一定的空間便于活塊的安放,并保證活塊安放穩(wěn)固,覆蓋件模具的活塊采用真空吸附,利于定位和穩(wěn)固。
(6)模具制造的難易性:模具總體結(jié)構(gòu)簡化,盡量減少分型面的數(shù)目,采用平直分型面。
3.注射口和排氣口的設(shè)計
注射口在模具上有三種情況:
(1)、中心位置:注射口選擇在產(chǎn)品的幾何形心,保證樹脂在模腔中的流動距離最短。
(2)、邊緣位置:注射口設(shè)計在模具的一端,同時在模具上設(shè)有分配流道,樹脂從邊緣流道注射,排氣口對稱地設(shè)計在模具另一端。
(3)、外圍周邊:樹脂通過外圍周邊分配流道注射,排氣口選擇在中心或中心附近的位置。雖然外圍周邊注射的流道也在邊緣,但它是閉合的,排氣口在模具的中心處。
無論怎樣選擇注射口的位置,目的都是保證樹脂能夠流動均勻,浸透纖維。在模具上設(shè)有多個注射口可以提高注射效率,但是要保證不同注射口在流動邊緣到達下一注射口時,該注射口能夠及時開啟,上一注射口及時關(guān)閉,避免出現(xiàn)斷流或紊流造成的流動死角。
排氣口通常設(shè)計在模具的最高點和充模流動的末端,以利于空氣的排出和纖維的充份浸潤。借助流動流動模擬軟件可以比較好地確定理想的注口和排氣口。
4.模具密封結(jié)構(gòu)
模具的密封通常采用不同結(jié)構(gòu)形式的密封條來實現(xiàn),所用到的密封條結(jié)構(gòu)有O型、矩形和異型密封條,材質(zhì)使用硅橡膠比較好。為了保證模具的有效密封和模腔內(nèi)抽真空的需要,經(jīng)常會用到雙密封結(jié)構(gòu)。
5.RTM模具的加熱方法
在RTM工藝中對模內(nèi)樹脂的加熱方法有兩大類:一是直接加熱法。如美國RP/CMachinery 公司將射頻電能直接通到型腔內(nèi)的樹脂中使樹脂固化,該方法較先進,熱效率最高,但難度大,目前還不成熟;二是間接加熱法:熱能由介質(zhì)(氣、水、油、蒸汽)攜帶,經(jīng)模具背襯、型殼、型面?zhèn)鲗?dǎo)到樹脂中,使樹脂固化。間接加熱法分為三種。
(1)背襯管路法。模具背襯里鋪設(shè)熱介質(zhì)的管路(循環(huán)管路),由于管路離型面有一定距離,而復(fù)合材料屬熱的不良導(dǎo)體,熱傳導(dǎo)較困難,因此加熱速度慢,加熱循環(huán)較長。應(yīng)用此方法要求改善模具材料的導(dǎo)熱性,且選擇較平坦的產(chǎn)品類型,以便鋪設(shè)管路方便易施。
(2)型殼管路(或電熱絲布)法。型殼里貼近型面鋪設(shè)熱介質(zhì)循環(huán)管路 (或電熱絲布)、熱介質(zhì)流的控制與壓機、模具周邊夾緊的操作相協(xié)調(diào)。1個供熱系統(tǒng)可同時供多個模具,加熱、冷卻的速度最快,但每個模具的成本最高。
(3) 整模加熱法,物料充模后,將整個模具置于固化爐(或高壓釜)內(nèi)加熱,熱能經(jīng)過模具傳導(dǎo)到型腔內(nèi)的樹脂,致使樹脂固化, 要求模具材料的導(dǎo)熱性好,固化爐內(nèi)能容納整個模具,如果固化爐尺寸較大,可同時加熱多個模具,本法加熱效率低、固化周期長。
另外美國Sterling Heights公司研制高速RTM工藝,采用鋼模具、模內(nèi)有管路、管內(nèi)通140℃左右的蒸汽,45秒樹脂固化、再配以其他“高速技術(shù)”,如預(yù)混合、預(yù)催化、特殊單一樹脂、快速投料、快速注射等,模塑周期約1分鐘。
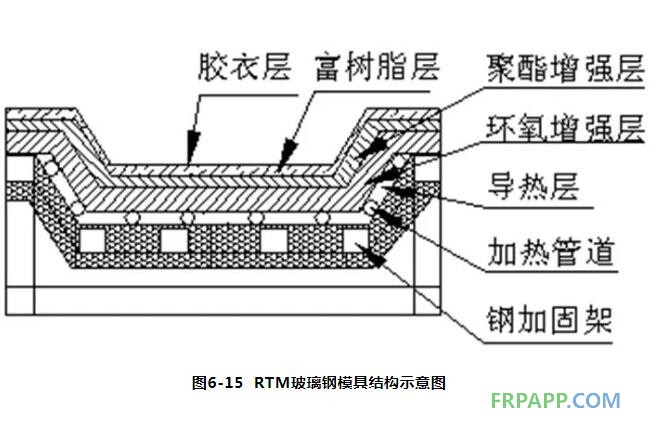
6.玻璃鋼RTM模具的制造
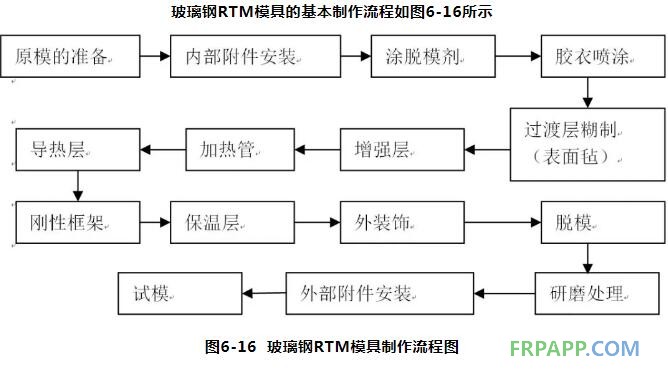
原模的準備工作中最重要的一項是檢驗工作。復(fù)合材料的成型是不可逆的,所以每做一工序都需要檢驗驗證其正確合格方可進行下一道工序的施工,這也是保證模具制作出現(xiàn)問題時及時調(diào)整,把損失降到最低的最有效的方法。
內(nèi)部附件包括注入口嵌件,排氣口嵌件,密封條,輔助模內(nèi)頂出件,模內(nèi)導(dǎo)向定位件以及產(chǎn)品預(yù)埋件定位機構(gòu)等等。
膠衣層是保證模具表面的基礎(chǔ),厚度宜在0.5~1.0mm,可分2~3次噴涂,固化時間以手觸判斷,觸覺粘而指尖未帶有膠衣為宜。過渡層可用30-50g/m2表面氈糊制,糊制過程中保證不能有氣泡存在,固化后開始糊制增強層,糊制過程中最主要控制鋪層的均勻程度及含膠量均勻程度。
對于形狀簡單、面積較大平板類型的模具,可以在增強層采用氈布交替的鋪層設(shè)計方式,此方法可以進一步提高板殼強度,而曲面較多,形狀復(fù)雜的模具直接由短切氈鋪層糊制即可。但根據(jù)不同的模具質(zhì)量要求慎重選擇布類增強,因其強度和含量存在方向性,容易導(dǎo)致模具出現(xiàn)因收縮不均而引起的翅曲變形。
另外,根據(jù)不同的樹脂體系和不同的模具要求及糊制制度進行操作,一般情況下,每固化一次糊制的層數(shù)越少,模具尺寸精確度較高,模具強度低,模具變形機率較?。幌喾疵抗袒淮魏频膶訑?shù)越多,整體強度較大,收縮變形機率也較大。
有加熱層設(shè)計的模具,增強層的制作厚度應(yīng)為6~8mm,既保證表面強度,其隔熱作作也不至過于突出。加熱層由加熱管路和導(dǎo)熱介質(zhì)構(gòu)成,加熱管路采用銅管制成,并貼附于增強層的表面,先局部固定后,再用導(dǎo)熱材料澆鑄成型。
模具的加固要使用金屬等剛性材料,按板殼理論設(shè)計結(jié)果確定平板單元區(qū)域大小并進行網(wǎng)格式加固,框架焊接完成后必須進行去應(yīng)力處理,糊在模具背后使其與模具粘接成為一體。有加熱層的模具還要在最后制作保溫層,根據(jù)保溫材料的不同,保溫層厚度一般為50~100mm,澆鑄成型。










 魯ICP備2021047099號
魯ICP備2021047099號