






1、引言
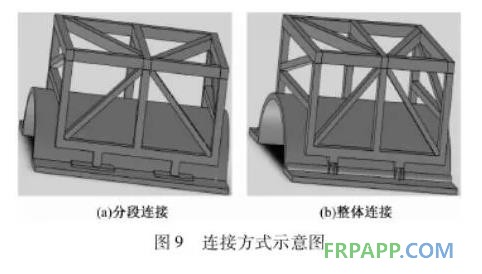
 模具對(duì)鋼架的第二點(diǎn)要求是其外形與模具的玻璃鋼殼體要隨形, 保持模具復(fù)合材料層與鋼架連接的協(xié)同變形。目前40m以上長度的葉片基本都使用環(huán)氧樹脂。環(huán)氧樹脂在固化過程中需要加熱,同時(shí)葉片在合模過程中粘接膠也需要加熱固化,這就使模具的復(fù)合材料層和鋼架處于不同溫度中,因此解決復(fù)合材料和鋼材熱脹冷縮時(shí)的矛盾變得非常重要。目前有兩種方式。圖9(a)為第一種方式,即在鋼架與復(fù)合材料層之間采用分段連接。預(yù)先在模具復(fù)合材料層上每隔一定距離糊制預(yù)埋件,預(yù)埋件與鋼架之間采用連接套筒固定,使模具復(fù)合材料面層與金屬鋼架自由均勻伸長,減少了熱應(yīng)力的產(chǎn)生。圖9(b)為第二種方式,即在鋼架與復(fù)合材料層之間采用整體連接。此種方式在模具前后緣部分固定兩根通長的鋼管,鋼架每隔一定距離與鋼管采用滑動(dòng)裝置連接,該連接可以在軸線方向、軸線垂直方向和上下方向進(jìn)行調(diào)節(jié), 在保證正常生產(chǎn)產(chǎn)品的同時(shí)減少了模具的應(yīng)力集中, 增加了模具的使用壽命。
模具對(duì)鋼架的第二點(diǎn)要求是其外形與模具的玻璃鋼殼體要隨形, 保持模具復(fù)合材料層與鋼架連接的協(xié)同變形。目前40m以上長度的葉片基本都使用環(huán)氧樹脂。環(huán)氧樹脂在固化過程中需要加熱,同時(shí)葉片在合模過程中粘接膠也需要加熱固化,這就使模具的復(fù)合材料層和鋼架處于不同溫度中,因此解決復(fù)合材料和鋼材熱脹冷縮時(shí)的矛盾變得非常重要。目前有兩種方式。圖9(a)為第一種方式,即在鋼架與復(fù)合材料層之間采用分段連接。預(yù)先在模具復(fù)合材料層上每隔一定距離糊制預(yù)埋件,預(yù)埋件與鋼架之間采用連接套筒固定,使模具復(fù)合材料面層與金屬鋼架自由均勻伸長,減少了熱應(yīng)力的產(chǎn)生。圖9(b)為第二種方式,即在鋼架與復(fù)合材料層之間采用整體連接。此種方式在模具前后緣部分固定兩根通長的鋼管,鋼架每隔一定距離與鋼管采用滑動(dòng)裝置連接,該連接可以在軸線方向、軸線垂直方向和上下方向進(jìn)行調(diào)節(jié), 在保證正常生產(chǎn)產(chǎn)品的同時(shí)減少了模具的應(yīng)力集中, 增加了模具的使用壽命。
 液壓裝置分為兩個(gè)部分:液壓頂升裝置與液壓閉模鎖緊裝置,安裝在下模鋼結(jié)構(gòu)上。液壓頂升裝置通過在下模具的兩側(cè)均布頂升油缸來實(shí)現(xiàn)支撐和頂升上模;液壓閉模鎖緊裝置通過兩側(cè)適當(dāng)間隔布置的張緊油缸來實(shí)現(xiàn)另一要求,即合模后液壓缸張緊上、下模具。圖12為液壓翻轉(zhuǎn)示意圖。
液壓裝置分為兩個(gè)部分:液壓頂升裝置與液壓閉模鎖緊裝置,安裝在下模鋼結(jié)構(gòu)上。液壓頂升裝置通過在下模具的兩側(cè)均布頂升油缸來實(shí)現(xiàn)支撐和頂升上模;液壓閉模鎖緊裝置通過兩側(cè)適當(dāng)間隔布置的張緊油缸來實(shí)現(xiàn)另一要求,即合模后液壓缸張緊上、下模具。圖12為液壓翻轉(zhuǎn)示意圖。

復(fù)合材料風(fēng)電葉片是風(fēng)力發(fā)電機(jī)組中能量轉(zhuǎn)化的關(guān)鍵部件,其設(shè)計(jì)制造的好壞直接關(guān)系到風(fēng)力發(fā)電機(jī)的效率和使用壽命,影響著整個(gè)系統(tǒng)的性能。葉片成型質(zhì)量的好壞又取決于模具質(zhì)量的好壞,高精度的模具設(shè)計(jì)與制造技術(shù)是葉片氣動(dòng)外形的重要保證,對(duì)產(chǎn)品的生產(chǎn)效率、最終質(zhì)量和性能起著決定性作用。
隨著風(fēng)電機(jī)組不斷朝大型化方向發(fā)展,風(fēng)電葉片的尺寸逐漸增大,成型時(shí)對(duì)模具強(qiáng)度和剛度的要求也越高,相應(yīng)的,模具的重量和成本將大幅提高。為了減輕模具重量,降低模具成本,大型復(fù)合材料葉片的模具也逐漸由早期的金屬模具向著復(fù)合材料模具轉(zhuǎn)變。復(fù)合材料模具基本上是由聚酯樹脂、乙烯基樹脂和環(huán)氧樹脂等熱固性基體樹脂與E玻璃纖維、S玻璃纖維等增強(qiáng)材料以及鋼結(jié)構(gòu)、翻轉(zhuǎn)機(jī)構(gòu)、加熱系統(tǒng)等重要部分組成。復(fù)合材料模具的使用意味著復(fù)合材料葉片可以做得更大、更長;同時(shí),由于模具和葉片采用了相同的材料,熱膨脹系數(shù)基本一致,使得制造出的復(fù)合材料葉片的精確度和尺寸穩(wěn)定性均優(yōu)于金屬模具制造的葉片產(chǎn)品。目前真空導(dǎo)入成型工藝已成為復(fù)合材料風(fēng)電葉片制造的主流工藝,相應(yīng)的葉片模具應(yīng)具備以下基本要求 :
(1)表面光滑、平整、密實(shí):為保證葉片產(chǎn)品表面優(yōu)良,模具表面應(yīng)無裂紋、針孔,表面光澤度應(yīng)達(dá)到90以上,表面粗糙度<10pLm;
(2)氣密性好:因?yàn)椴捎谜婵諏?dǎo)入成型工藝制造葉片,對(duì)模具的氣密性要求就比較高,通常情況下要求15min內(nèi)真空降小于10mbar;
(3)尺寸精度高、結(jié)構(gòu)穩(wěn)定性好:模具尺寸應(yīng)實(shí)現(xiàn)長度方向平均每米偏差小于0.5mm;
(4)溫度場(chǎng)均勻,加熱可靠,溫度場(chǎng)應(yīng)能夠?qū)崿F(xiàn)實(shí)時(shí)監(jiān)測(cè),保證每平米表面溫差小于0.5℃;
(5)合模定位、鎖緊方便,翻轉(zhuǎn)精度高;
(6)表面硬度高、使用壽命長:模具表面巴氏硬度應(yīng)達(dá)到40以上,以減小脫模時(shí)對(duì)模具造成的損傷,使其壽命大于400支葉片;
(7)運(yùn)行安全、運(yùn)輸便利。
2、風(fēng)電葉片陽模設(shè)計(jì)與制造技術(shù)
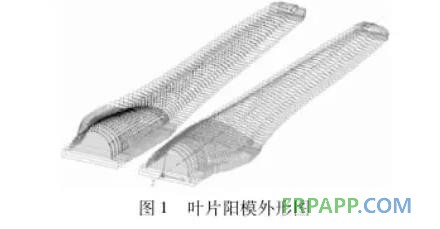
為了順利制造模具,必須先進(jìn)行陽模的設(shè)計(jì)制造。對(duì)于小型葉片, 往往可以采用石膏、水泥、石蠟作為基材來制作整個(gè)葉片的模型, 這樣制作出來的葉片陽模往往尺寸精度較低,表面粗糙,容易產(chǎn)生氣孔、 裂紋等缺陷,平整度較差,適合那些精度要求較低、表面質(zhì)量要求不高的模具制作 。對(duì)于大型葉片, 要將葉片整體制作成陽模難度比較大,故常將陽模分成上、 下兩個(gè)半模來制作,如圖1所示。陽模主要由三部分組成:
(1)陽模平臺(tái):用于承載整個(gè)陽模重量,一般采用支撐鋼結(jié)構(gòu)做成;
(2)肋板:用于支撐陽模表面,肋板的形狀與半個(gè)葉片截面形狀相符合;
(3)陽模表面:用以翻制陰模模具殼板。
目前陽模的制作加工主要有以下兩種技術(shù)路線。一種是鋼構(gòu)代木型,其肋板由按一定間距規(guī)律排列的鋼板構(gòu)成,在鋼板上將一系列鋼管按事先設(shè)定的順序焊接成與葉片截面相符的形狀,然后再涂上代木。所謂代木其實(shí)是一種可加工的雙組分糊狀樹脂,通過兩根管子導(dǎo)出,在前段混合均勻后涂覆于陽模表面,固化后機(jī)械加工性能好,有時(shí)甚至不用打磨就很光滑。國外包括在國內(nèi)生產(chǎn)的專業(yè)做葉片模具的紅楓公司多數(shù)都是采用這種方式來制作加工葉片陽模。為了節(jié)省成本,也可用苯乙烯泡沫代替鋼板,再在表面涂上糊狀代木,完成這步后,再把固化后的模型在五軸聯(lián)動(dòng)的CNC加工機(jī)器上按事先輸入的數(shù)據(jù)進(jìn)行銑削即可得到與葉片外形一致的陽模表面。另外一種是木質(zhì)結(jié)構(gòu)型, 其肋板由按一定間距規(guī)律排列的木質(zhì)截面板構(gòu)成,表面由按正交方式鋪放的三合板蒙制而成。
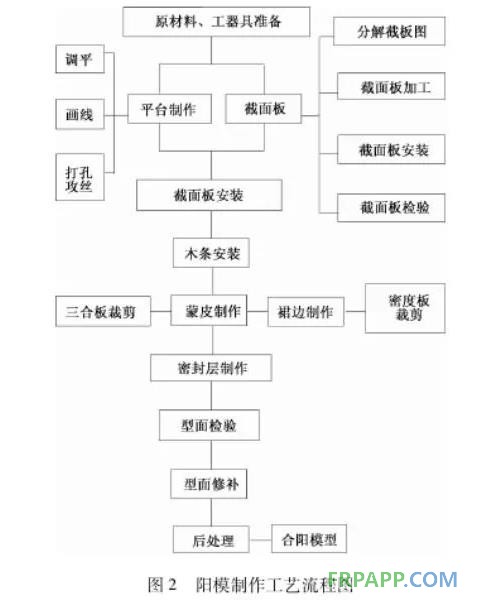
鋼構(gòu)代木陽模的優(yōu)點(diǎn)是模具型面質(zhì)量高,缺點(diǎn)是加工周期長、價(jià)格高;木質(zhì)陽模的優(yōu)點(diǎn)是加工周期短、成本低,缺點(diǎn)是模具型面質(zhì)量較差。下面以木質(zhì)陽模為例,講述陽模的制造工藝技術(shù),圖2為木質(zhì)陽模制作工藝流程。
2.1 陽模平臺(tái)制作與調(diào)平
制作高精度的模型首先必須搭建高精度的基準(zhǔn)平臺(tái), 搭建葉片陽?;鶞?zhǔn)平臺(tái)的關(guān)鍵在于其整體平面度、水平度和穩(wěn)定性。一般采用大型槽鋼做橫撐梁, 沿長度方向按一定間距排列,其槽鋼與地用地腳螺栓連接,先用激光掃平儀進(jìn)行粗調(diào)節(jié),基本固定后再用水平儀調(diào)節(jié)高度,在基本滿足要求時(shí)在橫梁上順著長度方向固定鋼軌。在基本結(jié)構(gòu)搭建完成后,用葉尖、葉根、葉中三臺(tái)水平儀進(jìn)行再校正,對(duì)每次調(diào)節(jié)的活動(dòng)點(diǎn)進(jìn)行跟蹤,如此反復(fù)調(diào)整,使平臺(tái)滿足使用要求。
2.2 截面板設(shè)計(jì)、加工與安裝
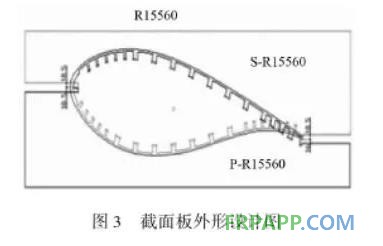
陽模平臺(tái)搭建完畢之后,采用截面板的方式控制葉片外形并將其固定于鋼軌平臺(tái)之上。圖3為截面板外形設(shè)計(jì)圖。首先將葉片三維圖轉(zhuǎn)化成CAD圖,并根據(jù)設(shè)計(jì)要求對(duì)截面板做出凹槽位置。
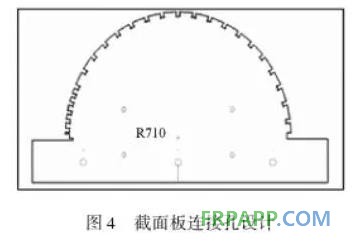
 此外,在截面板上還要進(jìn)行連接孔的設(shè)計(jì),用于截面板之間的連接,如圖4所示。截面板設(shè)計(jì)完成后,利用CNC雕刻機(jī)編制程序加工截面板。截面板在平臺(tái)上采用激光定位,先在鋼軌兩端固定發(fā)射裝置和接收裝置,在葉根、葉中和葉尖處各立一塊截面板,使得激光發(fā)射裝置發(fā)射的激光穿過這三塊板正好打在接收裝置上的中心處,安裝過程中保證葉片中基準(zhǔn)截面板上激光的大小位置不變。
此外,在截面板上還要進(jìn)行連接孔的設(shè)計(jì),用于截面板之間的連接,如圖4所示。截面板設(shè)計(jì)完成后,利用CNC雕刻機(jī)編制程序加工截面板。截面板在平臺(tái)上采用激光定位,先在鋼軌兩端固定發(fā)射裝置和接收裝置,在葉根、葉中和葉尖處各立一塊截面板,使得激光發(fā)射裝置發(fā)射的激光穿過這三塊板正好打在接收裝置上的中心處,安裝過程中保證葉片中基準(zhǔn)截面板上激光的大小位置不變。
2.3 陽模表面制作
圖5所示為截面板L的木條拼接。圖6所示為三合板蒙皮制作。如圖5和圖6所示,截面板定位安裝完成后,在其預(yù)留的凹槽里采用木條填充拼接,木條填充完畢后再在上面蒙制三合板,然后進(jìn)行密封層制作,最后對(duì)表面進(jìn)行后處理即可完成陽模制作。

2.4 陽模制作過程中需要注意的幾個(gè)問題
木質(zhì)陽模雖然有成本低、加工周期短等優(yōu)點(diǎn),但用這種方法制作陽模必須注意以下問題:
(1)整體收縮變形
因木質(zhì)陽模的截面板是由密度板加工而成,對(duì)環(huán)境濕度比較敏感,使用過程中模型整體收縮變形嚴(yán)重。解決方式通常有兩種:其一是對(duì)截面板四周加工處刷封孔劑以減少截面板的吸濕變形。其二是采取加固的方式,比如在截面板處立支撐,減少截面板收縮變形;
(2)葉根需加固
木質(zhì)陽模制作過程中, 葉根基圓是整套陽模因受力最易變形的地方,可以在葉根基圓處安裝鋼板作為葉根擋板,在保證其垂直度的前提下進(jìn)行焊接加固, 將第一塊CNC雕刻截面板與鋼板采用螺栓連接,以防止陽模葉根的變形;
(3)型面不平順
木質(zhì)陽模的表面修型主要采用手工刮膩?zhàn)优c檢驗(yàn)樣板校核相結(jié)合的方式, 用CNC數(shù)控雕刻機(jī)制造標(biāo)準(zhǔn)的帶激光定位眼的檢驗(yàn)樣板,通常間距1m一個(gè),檢測(cè)時(shí)保持樣板的垂直與水平并且使激光能夠穿透所有的檢驗(yàn)樣板,將樣板處的木質(zhì)陽模型面修復(fù)完畢后,再將各樣板之間的型面平滑過渡。由于完全靠手工制作,所以型面會(huì)存在波浪線問題,這個(gè)可以通過調(diào)整修型工序和提高員工的操作水平來解決。
3、風(fēng)電葉片模具設(shè)計(jì)與制造技術(shù)
復(fù)合材料葉片模具主要由玻璃鋼殼體、支撐鋼架、加熱系統(tǒng)以及液壓翻轉(zhuǎn)與鎖緊裝置等組成。
3.1 模具設(shè)計(jì)技術(shù)
3.1.1 模具殼體結(jié)構(gòu)層設(shè)計(jì)
模具殼體結(jié)構(gòu)層又分為內(nèi)結(jié)構(gòu)層、外結(jié)構(gòu)層以及加固層??刂颇>叩母飨蛲允菍?shí)現(xiàn)尺寸精確度及穩(wěn)定性、傳熱均勻性的重要手段。一般采用0/45/90/——45四軸玻璃纖維織物對(duì)模具復(fù)合材料結(jié)構(gòu)層進(jìn)行各向同性設(shè)計(jì),保證模具復(fù)合材料層結(jié)構(gòu)和傳熱上的均勻性,避免和消除一部分施工過程中產(chǎn)生的內(nèi)應(yīng)力。此外,通過借助CAE技術(shù)對(duì)模具的受力進(jìn)行分析研究,根據(jù)分析結(jié)果在模具被覆層一些重要部位進(jìn)行加固,夾芯加筋結(jié)構(gòu)的使用可增強(qiáng)模具復(fù)合材料層的剛性,對(duì)穩(wěn)定模具尺寸有重要作用。
3.1.2 模具支撐鋼架結(jié)構(gòu)設(shè)計(jì)
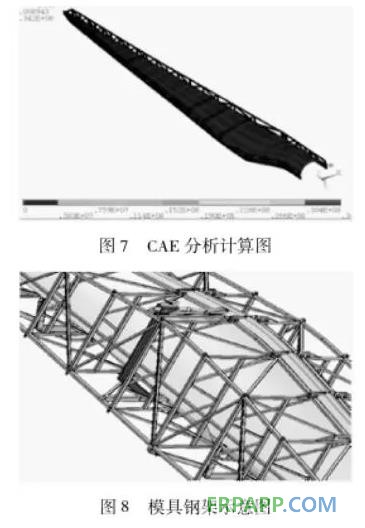
鋼架結(jié)構(gòu)用來支撐上、下半個(gè)模具,首先必須滿足強(qiáng)度和剛度要求。在模具起吊、翻轉(zhuǎn)時(shí),模具鋼結(jié)構(gòu)必須能夠承受大約20t的重力而本身無塑性變形,其中包括半個(gè)葉片(3t)與上模自重(17t)。在玻璃鋼模具制造過程中,其剛度和重量是兩個(gè)相互矛盾而又十分重要的因素。以目前市場(chǎng)主流產(chǎn)品40.25m葉片模具為例,一套模具重18t,其中鋼架占整個(gè)模具重量的33%,對(duì)鋼架結(jié)構(gòu)進(jìn)行優(yōu)化設(shè)計(jì)可以在保證其強(qiáng)度、剛度的同時(shí)減輕重量,從而減輕整個(gè)模具的重量,對(duì)降低成本、運(yùn)輸起到很大作用。如圖7所示CAE分析計(jì)算圖,通常先借助CAE技術(shù)對(duì)模具結(jié)構(gòu)單元進(jìn)行受力分析,設(shè)計(jì)模具鋼架結(jié)構(gòu)單元,根據(jù)實(shí)際翻轉(zhuǎn)的高度設(shè)計(jì)鋼架的整體高度,鋼架的左右腿根據(jù)葉片翻邊的外形高度而定,保持上表面水平,然后進(jìn)行模具鋼架整體三維建圖。圖8所示為模具鋼架示意圖。
3.1.3 模具加熱系統(tǒng)設(shè)計(jì)
模具溫度場(chǎng)的均勻性、可靠性以及加熱效率等在葉片生產(chǎn)中起著至關(guān)重要的作用,最普遍的做法是在模具結(jié)構(gòu)層中分區(qū)預(yù)埋加熱系統(tǒng),通過溫度控制系統(tǒng)、導(dǎo)熱層等措施實(shí)現(xiàn)精確控溫,保證模具溫度場(chǎng)的均勻性。進(jìn)行加熱系統(tǒng)設(shè)計(jì)之前首先應(yīng)根據(jù)模具加熱區(qū)域的面積進(jìn)行局部加熱試驗(yàn), 確保加熱能達(dá)到工藝設(shè)計(jì)要求。加熱系統(tǒng)設(shè)計(jì)應(yīng)考慮模具大小和加熱功率,單個(gè)回路加熱區(qū)域的大小,管路的排布密度和導(dǎo)熱方式等因素。
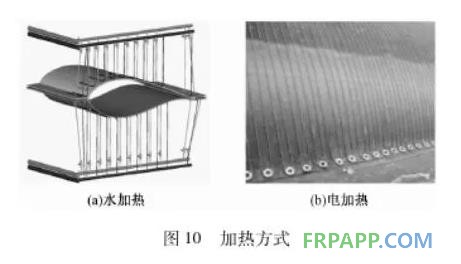
目前風(fēng)電葉片模具最有效且最流行的加熱方式如圖10所示,為水加熱和電加熱。圖10(a)為水加熱示意圖, 水循環(huán)加熱方式是利用銅管作為加熱管路布滿模具產(chǎn)品區(qū)以及分模面上形成模具加熱的框架,并在銅管之間填充傳熱介質(zhì)來實(shí)現(xiàn)模具加熱后的熱傳遞,外接大功率的水加熱器,直接把熱水注入到模具的銅管中,并實(shí)現(xiàn)熱水循環(huán)。圖10(b)為電加熱示意圖。電加熱易于監(jiān)控、 操作方便、加熱效率高且能大大減輕模具的重量,但是易于發(fā)生故障,使用壽命也不及水加熱方式的長。
3.1.4 模具翻轉(zhuǎn)定位設(shè)計(jì)
大型風(fēng)電葉片模具的翻轉(zhuǎn)定位是比較困難的,模具的開模與合模需要將上模進(jìn)行180°翻轉(zhuǎn),這一過程可以通過機(jī)械行車提吊與液壓翻轉(zhuǎn)兩種方式來實(shí)現(xiàn)。前者是將前后兩臺(tái)行車通過吊鉤連接在模具的上模結(jié)構(gòu)上,利用行車的動(dòng)力,驅(qū)動(dòng)上模繞著輔助翻轉(zhuǎn)鉸鏈的中心翻轉(zhuǎn)。由于機(jī)械行車的特性,翻轉(zhuǎn)運(yùn)動(dòng)不連續(xù),尤其當(dāng)上模重心越過回轉(zhuǎn)中心線時(shí),會(huì)發(fā)生“突變”現(xiàn)象,產(chǎn)生較大的振動(dòng)和沖擊,易出現(xiàn)重大安全事故,同時(shí)對(duì)行車損傷特別大,縮短了行車的使用壽命。這種方式要求行車操作人員的實(shí)際操作經(jīng)驗(yàn)特別豐富,同時(shí)要求行車的承載力和安全系數(shù)特別大 。在行車提吊方式基礎(chǔ)上,中材葉片項(xiàng)目組設(shè)計(jì)了一種適合大型模具開閉模系統(tǒng)的門軸,通過液壓伸縮吊鉤的使用實(shí)現(xiàn)了同步翻轉(zhuǎn),在兩個(gè)吊桿右端分別安裝一個(gè)位移液壓缸,在接近發(fā)生 “突變”之前行車停止動(dòng)作,位移液壓缸起作用,產(chǎn)生小位移的推力,使重心平穩(wěn)地越過回轉(zhuǎn)中心,保證了模具在翻轉(zhuǎn)時(shí)的平穩(wěn)性。同時(shí)項(xiàng)目組還設(shè)計(jì)了多步定位的合模方法,即首先采用液壓平衡半球定位系統(tǒng),使模具在進(jìn)入定位階段已基本實(shí)現(xiàn)粗定位,然后用一種活動(dòng)的定位銷進(jìn)行精確定位,“丁”字螺栓和液壓鎖模系統(tǒng)的組合實(shí)現(xiàn)了快速鎖模。
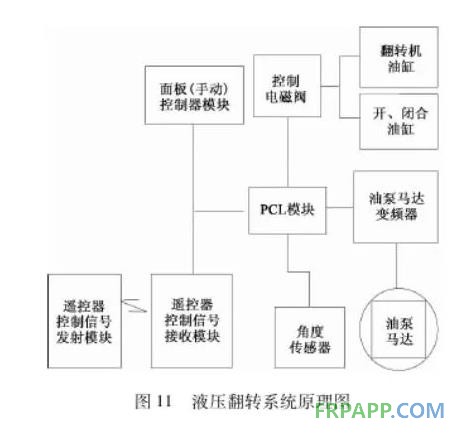
液壓翻轉(zhuǎn)是目前國外比較流行的翻轉(zhuǎn)方法。全自動(dòng)液壓翻轉(zhuǎn)設(shè)備由翻轉(zhuǎn)架、液壓系統(tǒng)以及電控系統(tǒng)3部分組成,不僅可以實(shí)現(xiàn)翻轉(zhuǎn)過程的自動(dòng)化,提高翻轉(zhuǎn)效率,使翻轉(zhuǎn)過程平穩(wěn),而且還能更好地保證模具精度和壽命, 提高葉片生產(chǎn)的質(zhì)量,其液壓翻轉(zhuǎn)系統(tǒng)原理如圖11所示。
3.2 模具制造技術(shù)
3.2.1 模具制造工藝
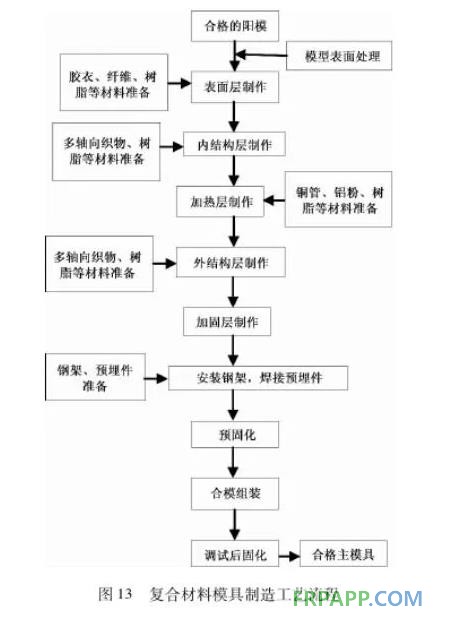
復(fù)合材料模具制造工藝流程如圖13所示。
(1)高氣密性模具制造技術(shù)
模具的氣密性是葉片成型過程中最為關(guān)鍵的技術(shù),直接影響產(chǎn)品質(zhì)量,一旦出現(xiàn)問題可能會(huì)導(dǎo)致產(chǎn)品報(bào)廢。模具的氣密性要靠表面層來保證。模具表面層分為膠衣和方格布層,膠衣又分為面層膠衣和過渡層膠衣。面層膠衣有很強(qiáng)的抗劃傷、傳熱和耐熱性能,過渡層膠衣用來提高面層膠衣和玻璃鋼的粘接性能。膠衣涂覆完畢后間隔1h左右即可糊制方格布層,然后貼上脫模布固化后即可進(jìn)行下一步的內(nèi)結(jié)構(gòu)層工序。整個(gè)工序中應(yīng)注意膠衣的脫泡。由于膠衣較稠,只能采用手工打膠鉆進(jìn)行混合,在混合的過程中不可避免地會(huì)混入空氣,若不進(jìn)行脫泡處理,涂覆膠衣層的時(shí)候?qū)?huì)把空氣混入其中以致做出的模具表面會(huì)有針孔,將嚴(yán)重影響表面質(zhì)量;
(2)RIM工藝模具制造技術(shù)
模具制造采用真空導(dǎo)入工藝,在對(duì)模具的結(jié)構(gòu)、 受力和功能充分考慮的基礎(chǔ)上,需要對(duì)導(dǎo)流管路、連續(xù)氈和泡沫芯材、注膠口、溢膠口等真空導(dǎo)入技術(shù)的關(guān)鍵點(diǎn)進(jìn)行科學(xué)合理的設(shè)置,并利用PAM等軟件進(jìn)行優(yōu)化設(shè)計(jì),對(duì)實(shí)施過程進(jìn)行仿真模擬,極大地降低大型模具制備過程用RIM工藝成型時(shí)缺陷產(chǎn)生的可能性。
3.2.2 模具制造過程中需要注意的幾個(gè)問題
(1)膠衣分層
膠衣分層主要是表面層與內(nèi)結(jié)構(gòu)層的分層,可能的原因是在進(jìn)行內(nèi)結(jié)構(gòu)層鋪層的時(shí)候沒有將表面層的界面處理好,一般要求表面粗糙,無粉塵顆粒。其次的原因是,模具的整體固化度不夠,樹脂體系還沒有反應(yīng)完全;
(2)模具基圓收縮變形
目前大型模具制造一般采用環(huán)氧樹脂作為基體材料,固化時(shí)存在一定的收縮,在模具后固化前,必須用鋼板將模具基圓進(jìn)行加固,否則基圓失效將會(huì)影響葉片基圓的圓度,情況嚴(yán)重時(shí)將影響葉片圓螺母及法蘭的安裝;
(3)銅管凍裂
在北方及零度以下的地區(qū), 當(dāng)模具不經(jīng)常使用時(shí),必須將模具里的水用空氣壓縮泵完全吹出后方可進(jìn)行室外放置及轉(zhuǎn)運(yùn),否則銅管里的水易結(jié)冰,冰的密度比水小,銅管體積不變,在嚴(yán)重時(shí)撐爆銅管,造成極大的維修難度。










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)