






一、定義

[ 工藝技術(shù)搜索 ]
[ 加入收藏 ]
[ 告訴好友 ]
[ 打印本文 ]
[ 違規(guī)舉報(bào) ]
[ 關(guān)閉窗口 ]
手糊成型又稱接觸成型,采用手工方法將纖維增強(qiáng)材料和樹脂膠液在模具上鋪敷成型、室溫(或加熱)、無壓(或低壓)條件下固化,脫模成制品的工藝方法。是最早采用和最簡(jiǎn)單的方法。
工藝流程
模具上應(yīng)預(yù)先涂覆脫模劑(石蠟、黃油、甲基硅油、聚乙烯醇溶液、聚氯乙烯薄膜等),常用的樹脂是能在室溫固化的不飽和聚酯樹脂和環(huán)氧樹脂。
手糊成型工藝的特點(diǎn)
優(yōu)點(diǎn):
①不受產(chǎn)品尺寸和形狀限制,適宜尺寸大,批量小,形狀復(fù)雜產(chǎn)品的生產(chǎn)。
②設(shè)備簡(jiǎn)單,投資少,設(shè)備折舊費(fèi)低。
③工藝簡(jiǎn)單。
④容易滿足產(chǎn)品設(shè)計(jì)要求。
⑤制品樹脂含量較高,耐腐蝕性好。
缺點(diǎn):
①生產(chǎn)周期長(zhǎng),效率低,勞動(dòng)強(qiáng)度大,衛(wèi)生條件差。
②產(chǎn)品質(zhì)量不易控制,性能穩(wěn)定性不高。
③產(chǎn)品力學(xué)性能較低。
用途:
手糊成型法可以制作汽車車體,各種漁船和游艇、儲(chǔ)罐、槽體、衛(wèi)生間、舞臺(tái)道具、波紋瓦、大口徑管件、機(jī)身蒙皮、整流罩、火箭殼體、隔音板等復(fù)合材料制品。
2.1 原材料的選擇
合理的原料是滿足產(chǎn)品設(shè)計(jì)要求,保證質(zhì)量,降低成本的重要前提。
選用的原材料必須滿足3點(diǎn)要求
1、產(chǎn)品設(shè)計(jì)的性能要求
2、手糊成型工藝要求
3、價(jià)格便宜、材料容易取得
包括:聚合物基體和增強(qiáng)材料
目前國(guó)內(nèi)大部分手糊制品均用不飽和聚酯樹脂,約占80%,其次是環(huán)氧樹脂。
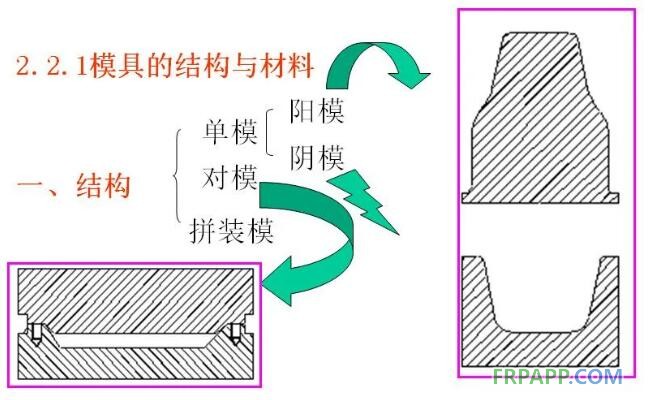
2.2手糊成型模具與脫模劑
陽模:制品內(nèi)表面尺寸準(zhǔn)確,光滑。成型方便,便于通風(fēng)。
陰模:制品外表面尺寸準(zhǔn)確,光滑。陰模深,操作不便、通風(fēng)條件不好、衛(wèi)生條件差。
對(duì)模:由陰陽模兩部分組成,制品內(nèi)外表面均光滑,厚度準(zhǔn)確。不適合成型批量少及大型制品(模具、設(shè)備投資大)。
拼裝模:一些形狀復(fù)雜的產(chǎn)品,為了脫模方便,需要利用拼裝模,即把模具分成幾塊進(jìn)行拼裝,脫模時(shí)可以分塊進(jìn)行,比較方便。
二、模具材料
木材、石膏、水泥、石蠟、可溶性鹽、玻璃鋼、陶土、金屬等。
必須滿足以下要求:
(1)滿足產(chǎn)品尺寸、精度、外觀及數(shù)量的要求;
(2)有足夠的強(qiáng)度與剛度,不易變形、損壞;
(3)不受樹脂及輔助材料的浸蝕,不影響樹脂固化;
(4)易脫模,使用周期長(zhǎng);
(5)價(jià)格便宜,材料易得。
具體材料:
(1)木材
要求均質(zhì)、無節(jié)。常用紅松、銀杏、棗木等。木材模具表面需要封孔處理。其特點(diǎn)是質(zhì)輕、易加工;但不耐久。適合于小批量生產(chǎn)小型制品。
(2)石膏
用半水石膏成型。制造簡(jiǎn)便,造價(jià)低;不耐用,怕沖擊,適合于小批量生產(chǎn)形狀復(fù)雜的制品。
(3)水泥
制造方便,成本低,有一定強(qiáng)度,適合于制造形狀簡(jiǎn)單,表面要求不高的制品。
(4)石蠟
適合于制作難以取出的型心,一次性使用,成型后融化掉。
(5)金屬
常用鋼材、鑄鋁等。耐久、不易變形;但加工費(fèi)用高。適合于小型、大批量生產(chǎn)的高精度制品。
(6)玻璃鋼
由木模或石膏模翻制。質(zhì)輕、耐久、制造方便。適合于中小型制品的批量生產(chǎn)。
2.2.2 手糊成型模具設(shè)計(jì)要?jiǎng)t
(1)設(shè)計(jì)要點(diǎn)
(2)設(shè)計(jì)內(nèi)容
A、確定模具結(jié)構(gòu)
B、選定原材料
C、確立制造方法
D、繪制模具圖紙
2.2.3 玻璃鋼高級(jí)模具
屬于平整度高,光潔度高的高級(jí)模具。
2.2.3.1 玻璃鋼高級(jí)模具的要求
(1)具有足夠的強(qiáng)度、剛度。
(2)具有一定硬度(巴柯兒硬度40以上)、耐熱性能承受樹脂固化放熱的收縮作用。
(3)尺寸精確、無潛藏氣孔,殘留劃痕度小于0.1μm。
(4)光澤度達(dá)到80-90光澤單位或者目測(cè)反光。
2.2.3.2 材料選擇
(1)膠衣樹脂
應(yīng)具有收縮率低、延伸率高、耐磨、耐熱、硬度高等優(yōu)良性能。
實(shí)踐證明:采用環(huán)氧樹脂加填料制作模具的膠衣比較合適,或者采用專用的膠衣樹脂制作膠衣層。
為提高耐磨性可以在膠衣層可加入硬度高的填料,如瓷粉、石英粉、鑄石粉、剛玉粉等。
(2)玻璃纖維表面氈和玻璃纖維短切氈
作用:A、增強(qiáng)膠衣,防止表面微裂紋;
B、形成富樹脂層以提高模具光潔度和耐腐蝕性能;
C、消除玻纖布在表面產(chǎn)生的痕跡。
(3)中堿無捻方格布
(4)不飽和聚酯樹脂
(5)無機(jī)填料
2.2.3.3 制造工藝
(1)過渡母模的制造
材料:石膏或木材
(2)玻璃鋼模具的翻制
膠衣層制作,涂刷3層,每層0.2-0.5mm,鋪1-2層表面氈;一層短切氈,壓實(shí)、浸透排除氣泡。
鋪無捻方格布。
(3)模具表面處理
A、粗磨。400#、500# 、600#水砂紙依次水磨。
B、水砂精磨。1000#、1200#、1500#水砂紙依次研磨。
C、研磨拋光。將拋光劑涂上后,停留1-2min,用布輪拋光機(jī)逐段拋光并反復(fù)進(jìn)行。
(4)表面質(zhì)量檢測(cè)
要求光澤度在90以上,用ss-82型光電光澤計(jì)檢測(cè)。
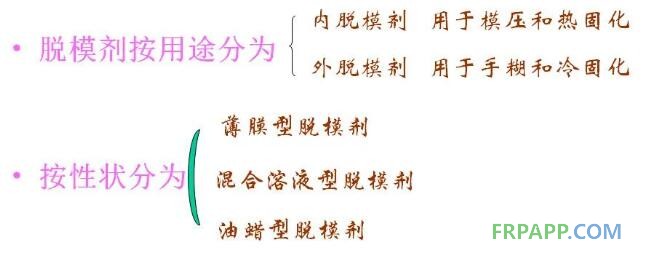
2.2.4 脫模劑
脫模劑應(yīng)具備的條件:
(1)不腐蝕模具,不影響固化,與樹脂粘附力?。?/div>
(2)成膜迅速、均勻、光滑;
(3)使用簡(jiǎn)便、安全,價(jià)格便宜。
2.2.4.1 薄膜型脫模劑
最常用的有:聚酯薄膜、玻璃紙、聚氯乙烯薄膜、聚乙烯薄膜等。
其中聚酯薄膜應(yīng)用最普遍,制品平整光滑,具有很好的光潔度,但價(jià)格較高。使用厚度一般為0.04 mm 、0.02 mm。
使用方法:鋪在模具上,或用凡士林貼在模具上。
優(yōu)點(diǎn):脫模效果好,使用方便,材料易得。
缺點(diǎn):薄膜的柔韌性、帖服性差,不能用于形狀復(fù)雜的制品。
2.2.4.2 混合溶液型脫模劑
(1)聚乙烯醇脫模劑的配制
一般采用較低分子量的聚乙烯醇。
在攪拌狀態(tài)下,用水將聚乙烯醇加熱溶解(水溫約95℃),冷卻到室溫,往里滴加乙醇或丙酮(邊加邊攪拌)。
加入甘油可增加膜的柔韌性;
加入少量洗衣粉,可使成膜均勻;
加入少量藍(lán)、紅墨水可防止漏涂;
需要干燥快則適當(dāng)多加乙醇或丙酮。
(2)過氯乙烯脫模劑
配方:過氯乙烯粉5~10份
甲苯+丙酮(1:1)95~90份
按比例將物料與溶劑混和攪拌,放入密閉容器中(不能用塑料容器)等完全溶解后即可使用。
(3)聚苯乙烯溶液脫模劑
配方:聚苯乙烯粉 5份
甲苯 95份
稱量混合,攪拌均勻后,密封放置7天左右,若完全溶解,攪拌均勻即可使用。
缺點(diǎn):甲苯有毒
優(yōu)點(diǎn):脫模容易,成模速度快
2.2.4.3 蠟類、油酯類脫模劑
(1)蠟類脫模劑(蠟型脫模劑)
使用方便、省工省時(shí)、價(jià)格便宜,脫模效果好,使用廣泛。
(2)油酯類脫模劑
a、硅酯脫模劑
硅酯 100份
甲苯 100份
b、其他油脂脫模劑
耐熱機(jī)油,硅油,凡士林油,變壓器油等。
2.2.4.4 脫模劑復(fù)合使用
對(duì)大型制品或外型復(fù)雜的制品,多采用幾種脫模劑復(fù)合使用,效果較好。
2.3.1 原材料準(zhǔn)備
2.3.1.1 膠液準(zhǔn)備
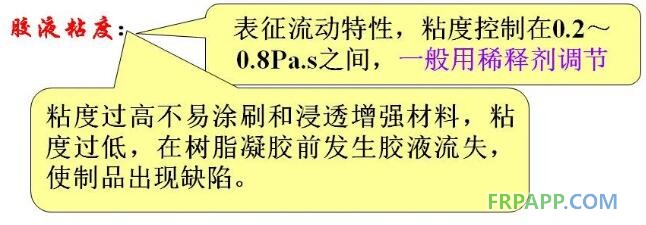
膠液的主要工藝指標(biāo)是:膠液粘度;凝膠時(shí)間。
凝膠時(shí)間:指在一定溫度條件下,樹脂中加入定量的引發(fā)劑、促進(jìn)劑或固化劑,從粘流態(tài)到失去流動(dòng)性,變成軟膠狀態(tài)凝膠所需的時(shí)間。
一般采用改變引發(fā)劑、促進(jìn)劑的用量調(diào)節(jié)。
凝膠過快—來不及操作,制品交聯(lián)太嚴(yán)重、收縮大、發(fā)脆。
凝膠過慢—增加了生產(chǎn)周期,且易發(fā)生流膠。
影響凝膠時(shí)間的主要因素:
⑴引發(fā)劑、促進(jìn)劑用量。引發(fā)劑、促進(jìn)劑用量大,凝膠時(shí)間縮短;
⑵膠液體積的影響。膠液體積越大,熱量不易散失,凝結(jié)快;
⑶環(huán)境溫度、濕度的影響
氣溫越高,凝結(jié)越快
濕度越小,凝結(jié)越快
⑷制品表面積影響
制品表面積大,凝結(jié)快。
2.3.1.2 增強(qiáng)材料準(zhǔn)備
a.纖維表面處理(熱處理或化學(xué)處理);
b.使用前烘干處理;
c.按樣板下料。
下料時(shí)應(yīng)注意以下幾點(diǎn):
1、布的方向性。
2、拼縫應(yīng)各層錯(cuò)開。
3、對(duì)圓形制品,布的45°方向變形能力好,可沿此方向裁成布條糊制。
4、注意經(jīng)濟(jì)使用。
2.3.1.3 膠衣糊準(zhǔn)備
膠衣樹脂種類很多,應(yīng)根據(jù)使用條件進(jìn)行選擇。
33號(hào)膠衣樹脂(間苯二甲酸型膠衣樹脂),耐水性好;
36PA膠衣樹脂,自熄性膠衣樹脂(不透明);
39號(hào)膠衣樹脂,耐熱自熄性膠衣樹脂;
21號(hào)膠衣樹脂(新戊二醇型),耐水煮、耐熱、耐污染、柔韌、耐磨膠衣。
膠衣樹脂的配制
33號(hào)膠衣樹脂 100份 (重量百分比 wt%)
50%過氧化環(huán)己酮二丁酯糊 (引發(fā)劑H)白色 4份
6%萘酸鈷苯乙烯溶液 (促進(jìn)劑E)紫色 2~4份
2.3.2 糊制
2.3.2.1 表面層(膠衣層)
一般采用加了顏料的膠衣樹脂制作,也可用普通樹脂制作,需用玻璃纖維表面氈增強(qiáng)防裂。
表面層的作用:形成富樹脂層、光潔美觀、耐侵蝕、耐水、耐酸堿、耐候等。
厚度控制:0.25~0.5mm,單位面積用膠300~500g/m2 。
操作方法:a、刷涂(需兩遍垂直涂刷,一遍基本固化后再刷另一遍,開始凝膠時(shí)鋪纖維氈)。
b、噴涂。
影響膠衣噴涂的因素:
(1)觸變指數(shù)的影響 用噴射距離調(diào)節(jié)(也可用壓力調(diào)節(jié) )。距離400~500mm,壓力0.4~0.5MPa。
(2)溫度的影響 控制膠衣樹脂溫度25-30℃。
(3)膠衣層中氣泡的影響 嚴(yán)禁混入氣泡。
(4)苯乙烯含量的影響 噴涂時(shí)苯乙烯揮發(fā)可造成固化不好,應(yīng)注意。
(5)水分影響 膠衣層中嚴(yán)禁水分混入,包括樹脂中和模具上。
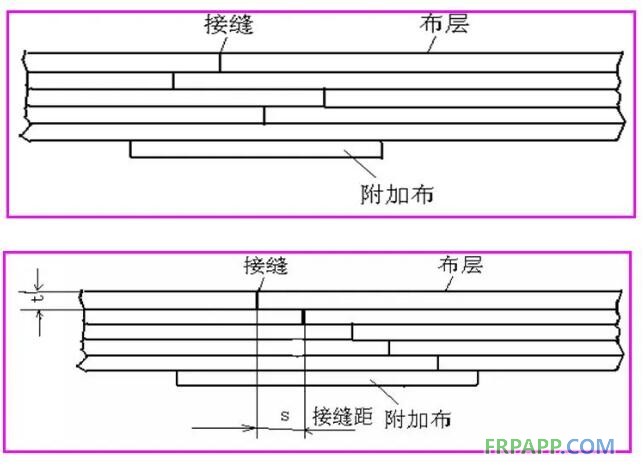
2.3.2.2 鋪層控制
在接縫區(qū)加一層附加布增強(qiáng);接縫距離S一般控制在1~2cm。
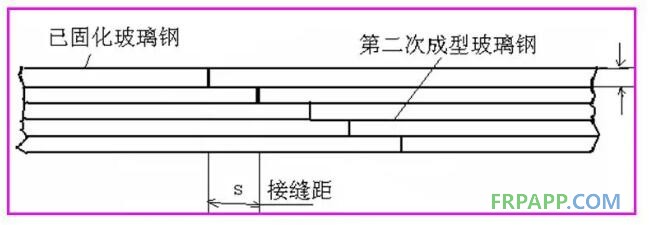
2.3.2.3 鋪層二次固化拼接
對(duì)于較厚的制品,由于樹脂固化放熱量大,易產(chǎn)生產(chǎn)品的變形與分層。應(yīng)分兩次鋪層固化。一般δ>7mm時(shí),需分兩次鋪層固化。(實(shí)驗(yàn)中注意?。?
鋪層2次固化的拼接方法:
先按一定鋪層錐度糊制各層,使其形成階梯形,達(dá)到一定厚度后(不超過7mm),在階梯上鋪放一層“無膠平紋玻璃布”。固化后撕去該層玻璃布并保證拼接面的粗糙度和清潔。然后糊以下各層。
對(duì)于大表面制品糊完后應(yīng)覆蓋玻璃紙或薄膜,使與空氣隔絕。
2.3.3 固化
2.3.3.1 不飽和聚酯樹脂的固化
分為:凝膠階段
定型階段(硬化階段)
熟化階段(完全固化階段)
加入引發(fā)劑后,引發(fā)劑在一定條件下可以產(chǎn)生游離基,游離基是一種活性很高的物質(zhì),可以把樹脂中的雙鍵打開,從而達(dá)到聚合交聯(lián)的目的。
因?yàn)橐l(fā)劑一般在60℃以上才能分解出游離基,因此常溫固化時(shí)必須加入促進(jìn)劑,降低其分解溫度。
引發(fā)劑用量對(duì)產(chǎn)品性能的影響
用量過大:反應(yīng)速度過大,放熱量大,導(dǎo)致樹脂急劇固化,收縮嚴(yán)重,產(chǎn)生裂紋。同時(shí)影響聚合鏈長(zhǎng)度,分子量降低,力學(xué)性能下降。
用量過小:不足以使樹脂固化完全。
2.3.3.1 固化工藝控制
固化度:樹脂固化反應(yīng)的程度(用百分率表示),常用丙酮萃取法測(cè)定。
手糊制品的成型工藝條件:溫度15℃以上,濕度小于80%。
利用上述工藝條件及合理的配方,才能使樹脂固化達(dá)到要求的程度。
一般手糊制品24h脫模(巴氏硬度15~30時(shí));8天即可使用。聚酯玻璃鋼的強(qiáng)度一般到1年后才能穩(wěn)定。(時(shí)間與強(qiáng)度關(guān)系見表2-15)。因此,許多制品室溫固化后,為加速其強(qiáng)度發(fā)揮,需進(jìn)行后固化處理(放置24小時(shí)后進(jìn)行)。
環(huán)氧玻璃鋼后固化處理溫度 < 150℃ 。
聚酯玻璃鋼后固化處理溫度 50℃~80℃。
2.3.4 手糊工藝質(zhì)量控制
2.3.4.1 影響制品質(zhì)量的因素
組分質(zhì)量;成型與固化過程;制品輔助加工。手糊制品存在的主要質(zhì)量問題
產(chǎn)生缺陷的原因:
纖維方面:
樹脂基體方面:
施工作業(yè)方面:
固化工藝方面:
其他方面:
2.3.4.2 質(zhì)量控制
在工廠車間,制定質(zhì)量控制制度時(shí)參考。
包括3方面:
原材料質(zhì)量控制
成型工藝過程控制
成品質(zhì)量檢驗(yàn)
2.3.4.3 手糊成型易發(fā)生的缺陷及防止措施
1、膠衣缺陷的防止措施
2、制品皺縮
3、翹曲變形
4、制品表面發(fā)粘
原因1:空氣濕度太大,水對(duì)樹脂起阻聚作用。
解決辦法:
(1)在樹脂中加入0.02%左右的液體石蠟;
(2)在樹脂中摻加5%的異腈酸酯 ;
(3)制品表面覆蓋薄膜隔絕空氣;
原因2:引發(fā)劑、促進(jìn)劑的比例弄錯(cuò)或失效,更換引發(fā)劑、促進(jìn)劑。
5、制品內(nèi)氣泡太多
原因1:樹脂用量過多
解決辦法:
1、控制膠含量
2、注意拌合方式
原因2:樹脂粘度過大
解決辦法:
1、適當(dāng)增加稀釋劑
2、提高環(huán)境溫度
原因3:增強(qiáng)材料選擇不當(dāng)
解決辦法:
選用浸透性好的無捻玻璃布
6、流膠
原因1:樹脂粘度太小,可加入2~3%的活性氧化硅。
原因2:配料不均勻,充分?jǐn)嚢琛?/div>
原因3:固化劑用量不足, 適當(dāng)調(diào)整固化劑用量。
- 下一篇:無膠衣方案制作高耐溫環(huán)氧復(fù)合材料模具
- 上一篇:脫模劑操作說明










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)