






一、纏繞制品的結(jié)構(gòu)
纏繞工藝制造的管、罐等產(chǎn)品結(jié)構(gòu)大體分為3層:內(nèi)襯層、結(jié)構(gòu)層和外保護(hù)層。
(1)內(nèi)襯層。內(nèi)襯層是制品直接與介質(zhì)接觸的那層,它主要作用是防腐、防滲、耐溫。因此,要求內(nèi)襯材料具有優(yōu)良的氣密性、耐腐蝕性,并且耐一定溫度等。
內(nèi)襯材料有金屬、橡膠、塑料、玻璃鋼等不同材質(zhì)。根據(jù)不同用途與生產(chǎn)工藝要求來(lái)選定,作為化工防腐用時(shí),則玻璃鋼內(nèi)襯是最佳選擇。這樣即可避免粗而重的金屬制品,又可避免內(nèi)襯層與結(jié)構(gòu)層之間粘接的麻煩。并且,這種玻璃鋼內(nèi)襯適應(yīng)性強(qiáng)。通過(guò)改變內(nèi)襯材料的種類(lèi)、配方,使之在可以滿(mǎn)足化工防腐上各種不同工藝的要求。根據(jù)容器內(nèi)所貯存介質(zhì)的種類(lèi)、濃度和溫度等技術(shù)要求選擇內(nèi)襯材料。
(2)結(jié)構(gòu)層。結(jié)構(gòu)層又稱(chēng)為增強(qiáng)層。它的作用主要是保證產(chǎn)品在受力的情況下,具有足夠的強(qiáng)度、剛度和穩(wěn)定性。而增強(qiáng)材料——玻璃纖維則是主要的承載體,樹(shù)脂只是對(duì)纖維起粘接作用,并在纖維之間起著分布和傳遞載荷的作用。因此選擇高強(qiáng)度、高彈性的增強(qiáng)材料和性能良好的樹(shù)脂是提高結(jié)構(gòu)層承載能力的重要因素。這對(duì)航空及軍用產(chǎn)品尤為重要。對(duì)于普通工業(yè)防腐及民用產(chǎn)品,在保證產(chǎn)品具有足夠的承載能力的前提下,還要從經(jīng)濟(jì)成本、工藝性能等因素綜合考慮,選擇增強(qiáng)纖維和樹(shù)脂。
另外,結(jié)構(gòu)層的承載能力還要受到纖維纏繞方向的影響,要求增強(qiáng)層在不同方向上具有不同的強(qiáng)度。這時(shí),可以通過(guò)結(jié)構(gòu)計(jì)算確定纏繞角。例如,對(duì)內(nèi)壓容器,確定合適纏繞角,使環(huán)向強(qiáng)度與軸向強(qiáng)度相比,近似等于內(nèi)壓載荷所引起的環(huán)向應(yīng)力和軸向應(yīng)力之比。目前,采用最多的纖維鋪設(shè)方式有螺旋纏繞和環(huán)向纏繞兩種,有時(shí)可將這兩種鋪設(shè)方式進(jìn)行組合,使螺旋方向纏繞承受軸向應(yīng)力,環(huán)向纏繞則主要承受環(huán)向應(yīng)力。試驗(yàn)研究表明,對(duì)于內(nèi)壓圓筒型容器,組合纏繞型比單一螺旋纏繞更有效;而對(duì)于外壓圓筒型容器,加筋是加強(qiáng)層提高承載能力的一種結(jié)構(gòu)形式,例如:地下管道、貯罐采用加筋形式會(huì)更有效地抵抗由土壤所產(chǎn)生的壓力(外壓力)所引起的變形和翹曲。
隨著復(fù)合材料技術(shù)的不斷發(fā)展,采用夾層結(jié)構(gòu)(如:夾砂層)纖維纏繞可有效提高玻璃鋼管的剛度,夾層結(jié)構(gòu)管材的強(qiáng)度高、剛度大、重量輕、造價(jià)低、使用壽命長(zhǎng)、耐腐蝕、無(wú)毒無(wú)味等特性,優(yōu)于傳統(tǒng)的鋼管、預(yù)應(yīng)力水泥管、鑄造管等。隨著夾層結(jié)構(gòu)管技術(shù)的發(fā)展,夾砂(石英砂)纖維纏繞玻璃鋼管材正逐步取代傳統(tǒng)的輸水管材。如河北中意玻璃鋼有限公司生產(chǎn)的玻璃鋼貯罐、工藝管和夾砂纖維纏繞管等產(chǎn)品。
(3)外保護(hù)層。一般情況下為了延長(zhǎng)玻璃鋼制品的使用壽命,不僅要求內(nèi)襯防腐性能好,加強(qiáng)層具有足夠的承載能力,而且要求產(chǎn)品外表面也應(yīng)具有一定的防護(hù)性能,特別是對(duì)于露天的設(shè)備。對(duì)于安裝在室外的玻璃鋼制品,間苯二酸型或雙酚A型樹(shù)脂中加入石蠟,就足以保護(hù)制品8~10年。由于紫外線光可損害聚酯樹(shù)脂,因此當(dāng)采用聚酯樹(shù)脂時(shí)宜添加紫外光吸收劑,可以將紫外光轉(zhuǎn)變成熱能或次級(jí)輻射出去,大大降低產(chǎn)品變黃的速度,提高透光率,從而提高玻璃鋼的耐候性。一般情況下要嚴(yán)格限制這類(lèi)材料的使用,必須使用時(shí),要盡可能地使其價(jià)格和對(duì)聚酯樹(shù)脂改變的性能減至最小。紫外線吸收劑的使用量(按樹(shù)脂質(zhì)量計(jì))為:0.2%~0.5%。
二、纏繞制品的應(yīng)用
由于纏繞玻璃鋼制品具有上述各特點(diǎn),因此,在化工、食品釀造業(yè)、運(yùn)輸業(yè)及軍工等方面獲得比較廣泛的應(yīng)用。
1. 管道
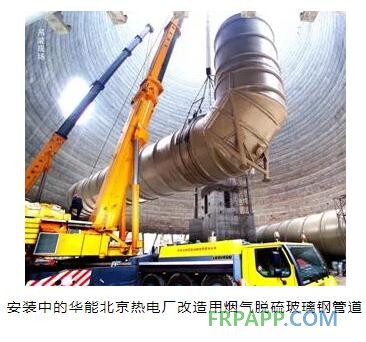
纖維纏繞管道制品因其強(qiáng)度高、整體性好、綜合性能優(yōu)異、容易實(shí)現(xiàn)高效的工業(yè)化生產(chǎn),綜合運(yùn)營(yíng)成本較低而被廣泛地應(yīng)用于煉油廠管道、石油化工防腐管道、輸水管道、天然氣管道和固體顆粒(如粉煤灰和礦物)輸送管道等方面,如圖下圖所示。
 目前,美國(guó)各地用的纖維纏繞管道總長(zhǎng)占整個(gè)運(yùn)輸工具的三分之一,所負(fù)擔(dān)供應(yīng)的能量(包括石油、天然氣、煤、電)占全國(guó)需用量的一半以上。在我國(guó)工業(yè)生產(chǎn)中,纖維纏繞管道同樣已被大量地采用。圖7-35為新疆某輸水重點(diǎn)工程成功采用的Ø3.1m玻璃鋼管,單管長(zhǎng)12m,重16噸,工程一次安裝通水成功無(wú)泄漏。
目前,美國(guó)各地用的纖維纏繞管道總長(zhǎng)占整個(gè)運(yùn)輸工具的三分之一,所負(fù)擔(dān)供應(yīng)的能量(包括石油、天然氣、煤、電)占全國(guó)需用量的一半以上。在我國(guó)工業(yè)生產(chǎn)中,纖維纏繞管道同樣已被大量地采用。圖7-35為新疆某輸水重點(diǎn)工程成功采用的Ø3.1m玻璃鋼管,單管長(zhǎng)12m,重16噸,工程一次安裝通水成功無(wú)泄漏。
 2006年北京高碑店電廠煙塔合一除硫系統(tǒng)中,煙氣管道采用ECR纖維增強(qiáng)乙烯基酯樹(shù)脂制作的玻璃鋼管,直徑達(dá)7m(如下圖所示),以立式纏繞機(jī)與臥式纏繞機(jī)現(xiàn)場(chǎng)制造,質(zhì)量甚得好評(píng)。
2006年北京高碑店電廠煙塔合一除硫系統(tǒng)中,煙氣管道采用ECR纖維增強(qiáng)乙烯基酯樹(shù)脂制作的玻璃鋼管,直徑達(dá)7m(如下圖所示),以立式纏繞機(jī)與臥式纏繞機(jī)現(xiàn)場(chǎng)制造,質(zhì)量甚得好評(píng)。
纖維纏繞管道在我國(guó)市場(chǎng)需求量巨大、前景廣闊,尤其表現(xiàn)在油田應(yīng)用方面,如:
(1)大慶油田每年新增油水井2500多口(2005年5000口),管道總需求2000km,其中高壓注水管道為500 km,油田改造項(xiàng)目計(jì)劃需油田管線為1000 km左右,以每公里管線工程費(fèi)用15萬(wàn)元計(jì)算,大慶油田每年用于管道的工程費(fèi)用可達(dá)3億元以上;
(2)吉林油田每年管道需求在1000km左右。其中高壓玻璃鋼管道在500km以上;
(3)遼河油田每年管道總需求為1800 km左右,其中高壓注水管為600 km以上;
(4)勝利油田每年管道總需求2200 km,其中高壓注水管為1000 km以上;
(5)大港、華北、中原、江漢、江蘇、新疆、青海、長(zhǎng)慶等其他油田的高壓玻璃鋼管材的需求量也逐年增加,全國(guó)每年油田系統(tǒng)的玻璃鋼管材的總需求量可達(dá)6000 km以上,工程投資可達(dá)9億元以上,其中70%以上的管線可由高壓玻璃鋼管道替代。
另外具有強(qiáng)勁市場(chǎng)態(tài)勢(shì)的井下油管,其市場(chǎng)需求量比高壓玻璃鋼地面管線管更大。
2. 儲(chǔ)罐
儲(chǔ)運(yùn)化工腐蝕液體,如堿類(lèi)、鹽類(lèi)、酸類(lèi)等,采用鋼罐很容易腐爛滲漏,使用期限很短。改用不銹鋼成本較高,效果也不及復(fù)合材料。采用纖維纏繞地下石油儲(chǔ)罐,可防止石油泄漏,保護(hù)水源。用纖維纏繞工藝制成的雙層壁復(fù)合材料儲(chǔ)罐和管道,已在加油站獲得廣泛應(yīng)用。
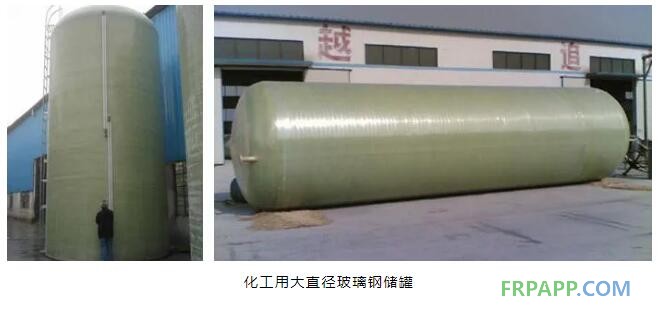
這類(lèi)儲(chǔ)罐和管道通常用E玻璃纖維/不飽和聚酯樹(shù)脂制成,在制造過(guò)程中可通過(guò)加入石英砂或其它填料來(lái)提高剛度,降低制造成本。圖即為化工用的大直徑玻璃鋼儲(chǔ)罐。
3. 壓力制品
纖維纏繞工藝可用于制造承受壓力(內(nèi)壓、外壓或兩者兼俱)的壓力容器(包括球形容器)和壓力管道制品(如圖7-38所示)。纏繞壓力容器多用于軍工方面,如固體火箭發(fā)動(dòng)機(jī)殼體、液體火箭發(fā)動(dòng)機(jī)殼體、壓力容器、深水外壓殼體等。纏繞壓力管道可充裝液體和氣體在一定壓力作用下不滲漏、不破壞,如海水淡化反滲透管和火箭發(fā)射管等。先進(jìn)復(fù)合材料的優(yōu)異特性使纖維纏繞工藝制備的多種規(guī)格火箭發(fā)動(dòng)機(jī)殼體和燃料儲(chǔ)箱得到成功的應(yīng)用,成為現(xiàn)在乃至將來(lái)發(fā)動(dòng)機(jī)發(fā)展的主方向,它們包括小到直徑只有幾厘米的調(diào)姿發(fā)動(dòng)機(jī)殼體,大到直徑3米的大型運(yùn)輸火箭的發(fā)動(dòng)機(jī)殼體,如下圖所示。
 纖維纏繞復(fù)合材料壓力容器已在航空、航天、造船等領(lǐng)域獲得廣泛應(yīng)用。用碳纖維和芳綸纖維纏繞的薄壁金屬內(nèi)襯高壓容器以其高結(jié)構(gòu)效率、高性?xún)r(jià)比優(yōu)勢(shì)成為航天飛機(jī)和人造地球衛(wèi)星的首選。所用的內(nèi)襯材料包括不銹鋼、鈦合金、鋁合金和熱塑性塑料等。容器充裝的介質(zhì)有氮?dú)?、氧氣、氫氣和氦氣,形狀多為環(huán)形、球形(如圖所示)和扁橢球形,直徑范圍從0.3~1.01米。
纖維纏繞復(fù)合材料壓力容器已在航空、航天、造船等領(lǐng)域獲得廣泛應(yīng)用。用碳纖維和芳綸纖維纏繞的薄壁金屬內(nèi)襯高壓容器以其高結(jié)構(gòu)效率、高性?xún)r(jià)比優(yōu)勢(shì)成為航天飛機(jī)和人造地球衛(wèi)星的首選。所用的內(nèi)襯材料包括不銹鋼、鈦合金、鋁合金和熱塑性塑料等。容器充裝的介質(zhì)有氮?dú)?、氧氣、氫氣和氦氣,形狀多為環(huán)形、球形(如圖所示)和扁橢球形,直徑范圍從0.3~1.01米。
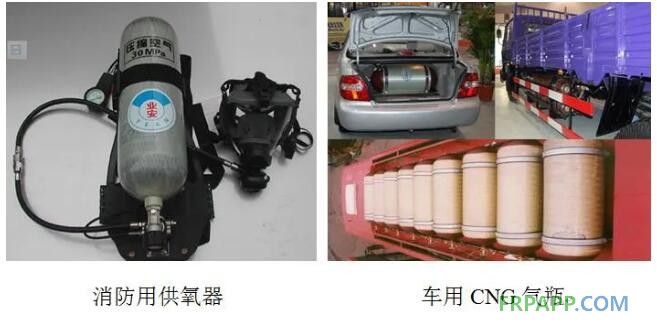
 小型壓力容器已在個(gè)人生命保障系統(tǒng)獲得成功應(yīng)用。屬于這類(lèi)用途的容器有消防員供氧器(如圖7-41所示)、登山隊(duì)員的供氧器等。這類(lèi)容器大多用芳綸纖維/環(huán)氧樹(shù)脂或玻璃纖維/環(huán)氧樹(shù)脂制成,具有重量輕、便于攜帶、高疲勞壽命和高可靠性的綜合特性。纖維纏繞工藝制造的壓縮天然氣(CNG)氣瓶如圖所示,已經(jīng)成為標(biāo)志性的新型能源載體。
小型壓力容器已在個(gè)人生命保障系統(tǒng)獲得成功應(yīng)用。屬于這類(lèi)用途的容器有消防員供氧器(如圖7-41所示)、登山隊(duì)員的供氧器等。這類(lèi)容器大多用芳綸纖維/環(huán)氧樹(shù)脂或玻璃纖維/環(huán)氧樹(shù)脂制成,具有重量輕、便于攜帶、高疲勞壽命和高可靠性的綜合特性。纖維纏繞工藝制造的壓縮天然氣(CNG)氣瓶如圖所示,已經(jīng)成為標(biāo)志性的新型能源載體。
1986年至今,我國(guó)已生產(chǎn)玻璃鋼/復(fù)合材料呼吸氣瓶、CNG(壓縮天然氣)瓶和燃料電池用氫氣瓶等超過(guò)15萬(wàn)只。1997年我自主研發(fā)的環(huán)形壓力容器投入使用。2006年我引進(jìn)德國(guó)技術(shù)裝備(內(nèi)襯制造、纖維纏繞),在蘇州建立年產(chǎn)能達(dá)11萬(wàn)只復(fù)合材料氣瓶的生產(chǎn)基地。中材科技(蘇州)公司生產(chǎn)的復(fù)合材料氣瓶已成為全球四大品牌之一。
4.其他
在機(jī)械工程上有時(shí)需要輕質(zhì)高強(qiáng)的部件如新型無(wú)梭紡織機(jī)上的劍桿,是代替“梭子”穿線的,來(lái)回往復(fù)速度快,要求輕質(zhì)、高強(qiáng)、剛度大,在此方面纖維纏繞工藝制備的碳纖維/環(huán)氧復(fù)合材料管具有其它材料無(wú)法比擬的優(yōu)勢(shì)。
復(fù)合材料轉(zhuǎn)動(dòng)軸如圖所示,是為宇航工業(yè)提出并得到應(yīng)用的,主要用于直升飛機(jī),如尾旋翼長(zhǎng)套軸、主旋翼厚壁轉(zhuǎn)動(dòng)軸等。1986年冷卻塔工業(yè)開(kāi)始采用復(fù)合材料轉(zhuǎn)動(dòng)軸,這種傳動(dòng)軸的主要優(yōu)點(diǎn)為耐腐蝕、重量輕、振動(dòng)小、壽命長(zhǎng)。

電氣設(shè)備中的開(kāi)關(guān)裝置、高壓熔斷器管、回路斷路器及高壓絕緣體等均可采用纖維纏繞工藝制造,在這些制品中纖維纏繞復(fù)合材料爆破強(qiáng)度高,電絕緣性能好的特點(diǎn)得到充分的發(fā)揮。此外大型電機(jī)上的綁環(huán)和護(hù)環(huán)、車(chē)用飛輪轉(zhuǎn)子等也是纖維纏繞復(fù)合材料制造的,其比強(qiáng)度高、線膨脹系數(shù)小、蠕變率低,絕緣性能良好,非磁性和性?xún)r(jià)比遠(yuǎn)優(yōu)于無(wú)磁鋼。
纖維纏繞復(fù)合材料在電氣工程上應(yīng)用很廣,可用纖維纏繞技術(shù)制造輸配電電線桿、天線桿及工程車(chē)臂桿等。
纖維纏繞制品在體育器材方面的應(yīng)用,會(huì)使競(jìng)技體育提高到一個(gè)新的水平,所以發(fā)達(dá)國(guó)家在這方面均有大量人力與資金的投入。如纖維纏繞高爾夫球拍桿、滑雪杖、羽毛球桿、獵槍管均可采用碳纖維/環(huán)氧復(fù)合材料制造,如圖所示。

三、典型纏繞制品
1. 大直徑儲(chǔ)罐
自20世紀(jì)80年代以來(lái),具有輕質(zhì)高強(qiáng)和耐腐蝕等特點(diǎn)的玻璃鋼儲(chǔ)罐在我國(guó)石油、化工、冶金、釀造、環(huán)保和醫(yī)藥等領(lǐng)域獲得越來(lái)越多的應(yīng)用。最初由于成型工藝和交通運(yùn)輸?shù)确矫娴脑颍Aт搩?chǔ)罐直徑一般小于4m。近些年來(lái),隨著我國(guó)經(jīng)濟(jì)的持續(xù)增長(zhǎng),市場(chǎng)上對(duì)大直徑儲(chǔ)罐的需求量迅速增加:
(1)油田方面
國(guó)內(nèi)幾個(gè)大油田如大慶油田、勝利油田和江漢油田等均使用了大直徑玻璃鋼儲(chǔ)罐。以大慶油田為例,該油田僅在1995年一年內(nèi)至少使用了2臺(tái)直徑10m、2臺(tái)直徑7.5m和7臺(tái)直徑5.5m的大直徑玻璃鋼儲(chǔ)罐。目前該油田大直徑玻璃鋼儲(chǔ)罐的使用量已有幾十臺(tái),最大直徑達(dá)10m。2006年11月,在中原油田采油二廠濮三污水站水質(zhì)治理改造工程中建成300m3緩沖罐2座,1000 m3 收油罐2座,采用以機(jī)械纏繞為主、手工糊制為輔的制造工藝,主體設(shè)備在現(xiàn)場(chǎng)制作。
(2)化工領(lǐng)域
化工領(lǐng)域是大直徑玻璃鋼儲(chǔ)罐的另一個(gè)重要的應(yīng)用領(lǐng)域。國(guó)內(nèi)一些大的化工企業(yè),如云天化工集團(tuán)、錦州化工集團(tuán)和蘇州化工集團(tuán)等單位均在其技改中選用了大直徑玻璃鋼儲(chǔ)罐。其中,蘇州精細(xì)化工廠使用的直徑11m的玻璃鋼儲(chǔ)罐據(jù)稱(chēng)為國(guó)內(nèi)在用的最大直徑的纏繞成型玻璃鋼儲(chǔ)罐。
(3)冶金行業(yè)
冶金行業(yè)是大直徑玻璃鋼儲(chǔ)罐的又一個(gè)重要應(yīng)用領(lǐng)域,如1995年銅陵有色公司選用的填料塔、空塔沉降槽及填料塔沉降槽,1996年銅陵金屬工程公司選用的一級(jí)動(dòng)力波、氣體洗滌塔和二級(jí)動(dòng)力波等設(shè)備均為大直徑玻璃鋼儲(chǔ)罐制作而成。
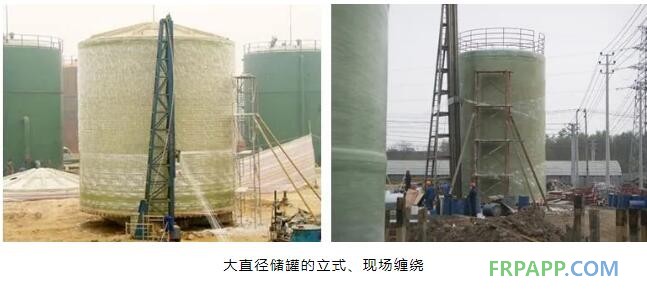
目前纏繞玻璃鋼儲(chǔ)罐可達(dá)的最大直徑為25m,以?xún)?chǔ)存2.5萬(wàn)噸原油計(jì)算,儲(chǔ)罐的高度達(dá)63.7m,因此多采用立式、現(xiàn)場(chǎng)纏繞成型。
在立式纏繞中,模具放置在托架上保持模具表面與地平面垂直,通過(guò)幾個(gè)可伸縮的懸臂將托架固定在模具中央一個(gè)大的軸承上,此軸承由液壓驅(qū)動(dòng),通過(guò)管線與模具旁不遠(yuǎn)處的一個(gè)液壓泵相連。纏繞小車(chē)軌道垂直立于模具旁,整個(gè)裝置由微機(jī)控制,纏繞時(shí),模具水平旋轉(zhuǎn),小車(chē)在軌道上上下運(yùn)動(dòng),利用二者之間的相對(duì)運(yùn)動(dòng)完成纏繞。通過(guò)計(jì)算機(jī)控制程序輸入不同的纏繞角,即可控制模具旋轉(zhuǎn)與小車(chē)運(yùn)動(dòng)之間的相對(duì)速度,從而分別實(shí)現(xiàn)螺旋或環(huán)向纏繞。立式纏繞的最大特點(diǎn)是:由于可伸縮懸臂的長(zhǎng)度具有可調(diào)性,所以,和其他方法相比,它可生產(chǎn)出更大直徑范圍的玻璃鋼儲(chǔ)罐。利用此法纏繞出直徑為25m的玻璃鋼儲(chǔ)罐,為世界上最大直徑的纏繞成型玻璃鋼儲(chǔ)罐。
為克服產(chǎn)品的運(yùn)輸問(wèn)題,大直徑儲(chǔ)罐多采用現(xiàn)場(chǎng)纏繞(如圖所示),即將玻璃鋼儲(chǔ)罐的生產(chǎn)設(shè)備拆成若干部分,連同原材料一起運(yùn)至現(xiàn)場(chǎng),再將設(shè)備拼裝起來(lái),進(jìn)行生產(chǎn)。此法優(yōu)點(diǎn)是可克服交通條件給大直徑玻璃鋼儲(chǔ)罐運(yùn)輸帶來(lái)的制約。
在結(jié)構(gòu)設(shè)計(jì)方面,立式儲(chǔ)罐罐體的不同高度受靜壓不同,因此不同高度的罐壁可具有不同的厚度。為節(jié)省材料、降低成本,罐體壁厚多采用上薄下厚的結(jié)構(gòu)形式,并綜合各種不同的影響因素,其中重點(diǎn)考慮風(fēng)壓及震載的影響,編制計(jì)算機(jī)程序進(jìn)行運(yùn)算。
在鋪層設(shè)計(jì)方面,玻璃鋼儲(chǔ)罐罐壁一般由以下3層組成:
(1)內(nèi)層
內(nèi)層由富樹(shù)脂層及中間層組成。富樹(shù)脂層由內(nèi)襯樹(shù)脂加有機(jī)纖維聚酯氈增強(qiáng),樹(shù)脂含量90 %以上,厚度控制在0.5mm左右,主要提供制品的耐腐蝕性和防滲透能力。中間層由內(nèi)襯樹(shù)脂和無(wú)堿玻璃纖維噴射紗組成,樹(shù)脂含量控制在70 %~80 %,厚度控制在2mm左右,主要是保護(hù)富樹(shù)脂層,提高內(nèi)層的抗內(nèi)壓失效能力,阻止裂紋擴(kuò)散。
(2)結(jié)構(gòu)層
結(jié)構(gòu)層即增強(qiáng)層,采用無(wú)捻玻璃纖維粗紗和玻璃織物(或短切纖維氈) 增強(qiáng),承受拉應(yīng)力、壓應(yīng)力和各種外載荷,保護(hù)內(nèi)層。結(jié)構(gòu)層的最內(nèi)層設(shè)計(jì)為環(huán)向?qū)?,因?yàn)槠洳粌H容易鋪墊在最里層,而且容易通過(guò)調(diào)整往復(fù)行程的距離來(lái)滿(mǎn)足各分段不同壁厚的要求;結(jié)構(gòu)層的中間層設(shè)計(jì)為大角度縱向?qū)?,以抵抗運(yùn)輸、安裝、風(fēng)載和地震等諸多復(fù)雜工況下產(chǎn)生的縱向應(yīng)力;結(jié)構(gòu)層的最外層設(shè)計(jì)為環(huán)向?qū)?,以使整個(gè)結(jié)構(gòu)層形成“反對(duì)稱(chēng)”的結(jié)構(gòu)形式,避免拉彎耦合效應(yīng)。結(jié)構(gòu)層的厚度按靜液壓、風(fēng)載和震載等載荷條件計(jì)算確定,樹(shù)脂含量控制在30 %~40 %。
(3)外層
外層即外富樹(shù)脂層,樹(shù)脂含量大于90 %,厚度控制在1.5mm左右。采用玻璃纖維表面氈增強(qiáng),也可采用0.1~0.2mm薄玻璃帶增強(qiáng),同時(shí)在樹(shù)脂中加入紫外線吸收劑以防止老化。該層主要是保護(hù)外壁不受外界機(jī)械損傷和防紫外線老化。
在選擇原材料時(shí),玻璃鋼儲(chǔ)罐堅(jiān)持質(zhì)量?jī)?yōu)先、兼顧價(jià)格的原則,由于各層的作用不同,在材料選用上各有不同:內(nèi)襯層直接與介質(zhì)接觸,其材料選擇對(duì)控制纏儲(chǔ)罐的滲漏起關(guān)鍵作用,儲(chǔ)存酸性介質(zhì)通常選用乙烯基樹(shù)脂,儲(chǔ)存堿性介質(zhì)采用雙酚A型樹(shù)脂,如197#樹(shù)脂,要求儲(chǔ)罐耐水則采用如189#樹(shù)脂,要求儲(chǔ)罐耐堿、耐水采用無(wú)堿玻纖,耐酸用中堿玻纖,內(nèi)襯則采用表面氈、短切氈共同增強(qiáng),以便提高含膠量,增強(qiáng)抗?jié)B能力;結(jié)構(gòu)層主要滿(mǎn)足儲(chǔ)罐的強(qiáng)度及剛度要求,選材應(yīng)充分考慮所選樹(shù)脂基體必須與纏繞用玻纖有良好的浸潤(rùn)性,以便形成致密的結(jié)構(gòu);外表面與外界環(huán)境直接接觸,按耐老化要求選材。
在成型工藝方面,儲(chǔ)罐壁成型時(shí)制造圓柱形帶封頭的模具,分以下四步進(jìn)行:
(1)手糊成型內(nèi)層中的富樹(shù)脂層;
(2)噴射成型內(nèi)層中的中間層;
(3)立式纏繞成型結(jié)構(gòu)層;
(4)手糊成型外層。
儲(chǔ)罐制造完畢后,須對(duì)罐體進(jìn)行氣檢,檢查其強(qiáng)度、剛度及密封性。若儲(chǔ)罐存在氣眼、氣孔等缺陷,充氣氣壓將無(wú)法保證,則須查找缺陷處,然后及時(shí)采取措施處理。
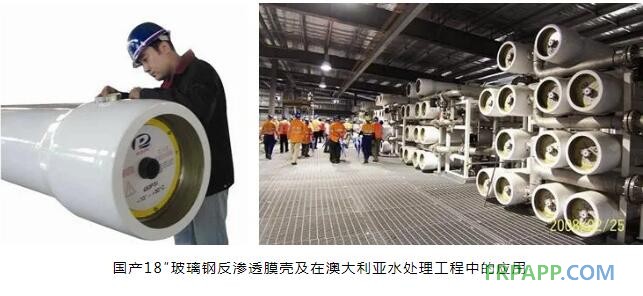
2. 反滲透膜殼
反滲透是用足夠的壓力使溶液中的溶劑(一般常指水)通過(guò)反滲透膜(一種半透膜)而分離出來(lái),方向與滲透方向相反,可使用大于滲透壓的反滲透法進(jìn)行分離、提純和濃縮溶液。利用反滲透技術(shù)可以有效的去除水中的溶解鹽、膠體,細(xì)菌、病毒、細(xì)菌內(nèi)毒素和大部分有機(jī)物等雜質(zhì)。反滲透膜的主要分離對(duì)象是溶液中的離子范圍,無(wú)需化學(xué)品及可有效脫除水中鹽份,系統(tǒng)除鹽率一般為98%以上。所以反滲透是最先進(jìn)的也是最節(jié)能、環(huán)保的一種脫鹽方式,也已成為了主流的預(yù)脫鹽工藝。反滲透技術(shù)的應(yīng)用范圍包括:
?制藥、醫(yī)藥行業(yè)無(wú)菌、無(wú)熱源純化水制??;
?電子、電力行業(yè)用超純水;
?生物醫(yī)藥用水;
?化工、化妝品配料用水;
?苦咸水、海水淡化;
?電鍍涂裝行業(yè)所用溶液配給,零件清漂洗;
?精密機(jī)械、特種材料,光電材料,石英制品行業(yè)用的清洗,配給,冷卻水;
?飲用純凈水、食品飲料用水。
反滲透膜殼是反滲透設(shè)備的重要組成部分,用以承受膜法分離提純時(shí)施加的壓力,最初多為不銹鋼材質(zhì),隨著纖維纏繞工藝水平的提高,玻璃鋼膜殼的應(yīng)用越來(lái)越廣,其特性?xún)?yōu)點(diǎn)包括:
(1)基于復(fù)合材料結(jié)構(gòu)的可設(shè)計(jì)性,可以通過(guò)改變玻璃纖維的含量和分布,在一定范圍內(nèi)獲得不同強(qiáng)度和彈性性能的玻璃鋼膜殼,以承受不同的載荷。如對(duì)于雙向受力的結(jié)構(gòu),可以考慮雙向鋪層或多向鋪層的方式,選用適當(dāng)?shù)睦w維用量或改變各單層的鋪層方向,以滿(mǎn)足結(jié)構(gòu)性能要求,實(shí)現(xiàn)容器在工作壓力條件下處于最佳的受力狀態(tài),充分發(fā)揮制品的結(jié)構(gòu)性能,真正體現(xiàn)出“輕質(zhì)高強(qiáng)”這一概念。
(2)纖維纏繞具有良好的工藝性,可根據(jù)產(chǎn)品的尺寸、形狀和結(jié)構(gòu)特性等進(jìn)行綜合設(shè)計(jì),以最大限度地減少成型、加工次數(shù)或只需一次成型即可,縮短生產(chǎn)周期,減少能源消耗。
(3)在室溫條件下,玻璃鋼的導(dǎo)熱系數(shù)一般在0.15-0.36w(m.k)范圍內(nèi),大約僅是金屬材料的1/100-1/1000,其絕熱性能是金屬材料所無(wú)法比擬的,這一特性使得玻璃鋼膜殼能對(duì)反滲透膜起到良好的溫度變化保護(hù)作用。
(4)玻璃鋼膜殼具有突出的耐腐蝕性,通過(guò)合理的選材和適當(dāng)?shù)墓に?,玻璃鋼不僅對(duì)多種低濃度的酸、堿、鹽介質(zhì)及溶劑有良好的穩(wěn)定性,而且有良好的抗大氣、海水和微生物的性能。
目前國(guó)內(nèi)已有多家玻璃鋼反滲透膜殼的生產(chǎn)廠家,哈爾濱樂(lè)普等國(guó)產(chǎn)膜殼的質(zhì)量和技術(shù)已達(dá)到國(guó)際先進(jìn)水平、進(jìn)軍國(guó)際市場(chǎng),如圖所示。
3. CNG氣瓶
隨著世界經(jīng)濟(jì)的發(fā)展,全世界的汽車(chē)產(chǎn)量和汽車(chē)保有量都在不斷增加,依據(jù)國(guó)外1994年的研究報(bào)告及世界上石油的蘊(yùn)藏資源和消耗量的預(yù)測(cè),到21世紀(jì)中葉,汽車(chē)以石油作燃料的時(shí)代將會(huì)結(jié)束。天然氣作為汽車(chē)燃料是一種燃燒干凈、價(jià)格便宜而又使用安全的氣體,因而發(fā)展燃?xì)馄?chē)成為未來(lái)重要的發(fā)展方向。燃?xì)馄?chē)的重要和關(guān)鍵零部件之一是CNG氣瓶,這類(lèi)氣瓶綜合了復(fù)合材料的高比強(qiáng)度、可設(shè)計(jì)性以及內(nèi)襯的良好氣密性、優(yōu)良的耐蝕性等諸多優(yōu)點(diǎn),使其達(dá)到高承壓能力、高疲勞壽命、質(zhì)輕、耐腐等優(yōu)良性能的完美結(jié)合,這也使得對(duì)復(fù)合材料CNG氣瓶的研制開(kāi)發(fā)成為國(guó)內(nèi)外的一大熱點(diǎn)。
在同樣容積和壓力下,復(fù)合材料CNG氣瓶比鋼質(zhì)氣瓶的重量可減輕1/3~2/3,二者相比較,顯然復(fù)合材料CNG氣瓶在汽車(chē)運(yùn)行節(jié)能上更具有優(yōu)勢(shì);同時(shí)復(fù)合材料在受到撞擊或高速?zèng)_擊發(fā)生破壞時(shí),不會(huì)產(chǎn)生具有危險(xiǎn)性的碎片,從而降低或避免了對(duì)人員和車(chē)輛的損害。
近年來(lái),隨著復(fù)合材料成本的降低,成型工藝的不斷改進(jìn),使得復(fù)合材料CNG氣瓶在國(guó)內(nèi)外倍受青睞,尤其在轎車(chē)和輕型車(chē)上的應(yīng)用極具競(jìng)爭(zhēng)力。復(fù)合材料CNG氣瓶是先通過(guò)拉伸、旋壓等工藝制成鋁膽,并在鋁膽外采用高強(qiáng)度纖維纏繞。國(guó)外已經(jīng)用它來(lái)取代鋼制氣瓶。1994年我開(kāi)始開(kāi)發(fā)CNG氣瓶,并首先在首都公交車(chē)上裝車(chē)使用(一輛車(chē)用90升氣瓶9只),目前北京已成為世界城市中以CNG為動(dòng)力的公共汽車(chē)擁有量最多的城市。
由于復(fù)合材料氣瓶采用不同的材料制成,在荷載作用下,表現(xiàn)出的應(yīng)力狀態(tài)不同:鋁膽為彈塑性材料,而外部的纖維一般采用高強(qiáng)度纖維及碳纖維、環(huán)氧樹(shù)脂、有機(jī)纖維、環(huán)氣樹(shù)脂等纏繞而成,具有比強(qiáng)度大,比剛度高等諸多優(yōu)點(diǎn),如碳纖維T300/環(huán)氧5208的比強(qiáng)度是鋁的6.3倍,比剛度是鋁的4.16倍。對(duì)于這種基底為塑性、表面采用脆性的纖維來(lái)增強(qiáng)的復(fù)合材料,基體的破壞應(yīng)變通常比纖維的破壞應(yīng)變高得多,往往在基體進(jìn)入塑性狀態(tài)時(shí),外部纖維材料仍處于彈性狀態(tài)。從失效方式上看,復(fù)合材料瓶體的失效往往是鋁膽先出現(xiàn)龜裂,鋁膽的開(kāi)裂使氣瓶漏氣是復(fù)合氣瓶早期破壞的主要原因之一。另外,纖維與基體復(fù)合后,會(huì)改變它們?cè)械膹?qiáng)度性能,如纖維與基體粘牢后的,即使某一纖維斷裂,也只影響局部應(yīng)力分布。圖7-47即為CNG氣瓶在汽車(chē)上的應(yīng)用。

4. 夾砂管道
縱觀我國(guó)玻璃鋼夾砂管及設(shè)備的發(fā)展歷程,在16年來(lái)的不斷探索、研制和開(kāi)發(fā)過(guò)程中,得到了飛快的發(fā)展。
(1)第一代加砂工藝:從國(guó)外引進(jìn)的上加砂,兜砂紙兜砂
從1993年開(kāi)始,以引進(jìn)意大利加砂工藝和設(shè)備為主,這種工藝和設(shè)備是由模具上方通過(guò)皮帶輸送機(jī)將石英砂灑落到模具上方,用兜砂紙將石英砂兜住,靠淋膠頭向石英砂外層淋樹(shù)脂,不加滾壓,如圖所示。

這種工藝和設(shè)備的缺點(diǎn)主要有三點(diǎn):1、由于兜砂紙強(qiáng)度低,張力小,石英砂層無(wú)法施加滾壓,因而石英砂層密實(shí)度低、氣孔多、剛度差、樹(shù)脂含量高,造成質(zhì)量不穩(wěn)定,成本高;2、由于兜砂紙強(qiáng)度低,對(duì)樹(shù)脂浸透能力差加之設(shè)備輸膠能力不夠,造成每次加砂層的厚度不能超過(guò)3一5mm,生產(chǎn)效率低;3、石英砂是以自由落體形式灑落到模具上方,灑落過(guò)程中產(chǎn)生大量粉塵,如模具稍有偏心或轉(zhuǎn)速不均,落到模具上的石英砂厚度就厚薄不均,夾砂管外表面不可能平整。
(2)第二代加砂工藝:國(guó)內(nèi)企業(yè)改進(jìn)的上加砂,兜砂布兜砂
起于90年代末,為克服第一代加砂設(shè)備和工藝的缺點(diǎn),在設(shè)備構(gòu)造和材料上作了大量嘗試和改進(jìn):1、采用大流量輸膠系統(tǒng),并經(jīng)改進(jìn)后將樹(shù)脂噴淋到石英砂里層,樹(shù)脂通過(guò)擠壓從里向外滲透,減少了樹(shù)脂用量和損耗,降低了成本;2、增加了機(jī)械液壓裝置,提高了石英砂的密實(shí)度和管道的剛度及表面平整度;3、采用高強(qiáng)度兜砂布,使一次夾砂層厚度提高到6-8mm,提高了生產(chǎn)效率。缺點(diǎn)是:加砂工作面高、操作不方便、粉塵較大,仍存在加砂層厚度不均現(xiàn)象,生產(chǎn)效率不高。
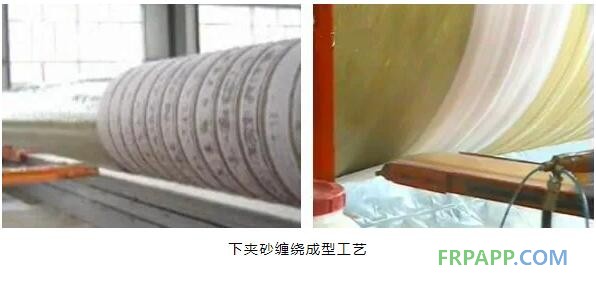
(3)第三代加砂工藝:下加砂和分層淋料下加砂(圖),兜砂布兜砂
2000年下半年研制,這種工藝是在纏繞工作臺(tái)的對(duì)面通過(guò)一套下加砂裝置將石英砂預(yù)浸上樹(shù)脂,以靜態(tài)方式,始終跟模具同步的轉(zhuǎn)速把石英砂用兜砂布從模具下方緊緊裹到管芯模上,樹(shù)脂通過(guò)從上到下水平振動(dòng)、從里向外擠壓滲透,滲透中利用了離心力作用,加快了樹(shù)脂滲透速度,提高了樹(shù)脂分散均勻性,生產(chǎn)過(guò)程機(jī)械化,不拋灑,粉塵小,樹(shù)脂含量低,厚度均勻、平整度好。但為達(dá)到管道的質(zhì)量穩(wěn)定,需把夾砂層內(nèi)的樹(shù)脂含量控制在20%以上才能使管道的力學(xué)指標(biāo)穩(wěn)定,管道成本降不下來(lái)。
(4)第四代加砂工藝:濕法攪拌下加砂
2004年由衡水華成玻璃鋼有限公司研制成功,有自主知識(shí)產(chǎn)權(quán)。這種工藝是用加砂裝置將石英砂和樹(shù)脂攪拌均勻,通過(guò)輸砂平臺(tái),用兜砂布把石英砂從模具下方緊緊裹到管芯模上,通過(guò)機(jī)械碾壓裝置對(duì)夾砂層進(jìn)行同步碾壓。這種工藝的優(yōu)勢(shì)有以下幾方面:
①加砂前預(yù)先攪拌砂漿,可以精確控制夾砂層的樹(shù)脂含量,控制成本;
②生產(chǎn)效率高,加砂與碾壓、環(huán)向纖維纏繞可同步進(jìn)行;
③加砂層氣孔非常少,夾砂層的密實(shí)度和平整性很好,力學(xué)性能高(彈性模量高);
④加砂厚度可控制,一次加砂厚度為5-30mm,可精確控制;
⑤在保證管道質(zhì)量的前提下,大大降低了管道原材料成本。








 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)