






內容概要
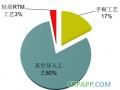
本次交流談及的閉模工藝造船是:
真空導入 濕法真空袋壓
RTM LRTM
內容概要
一、為什么采用閉模工藝造船?
二、案例解讀如何真空導入造船?
三、閉模工藝造船其他應用簡介
四、常見問題探討FAQ
五、閉模造船發(fā)展暢想
一、 為什么采用閉模工藝造船?
1. 減少有害化學物質接觸,改善工作環(huán)境
主要VOC (揮發(fā)性有機化合物):
苯乙烯
LD50:5000 mg/kg(大鼠經口);LC50:34.5 g/m3,2 h(小鼠吸入)
LC50:26.0 g/m3,4 h(大鼠吸入)
刺激呼吸道,影響皮膚、神經、肝肺等
美國職業(yè)安全健康研究所制定的允許暴露限制NIOSH REL:50 mg/m3
(每天最多暴露10小時,每周最多暴露40小時)
國內排放標準: GB14554-93

苯乙烯 styrene
美國海軍2006年7月在華盛頓一游艇廠檢測數(shù)據(jù)
檢測設備:
Pac III Drager 便攜式氣體監(jiān)視器
XS EC 有機蒸汽感應器(專門測苯乙烯)
需要減少接觸的物質
環(huán)氧稀釋劑
活性稀釋劑縮水甘油醚類化合物的毒性,主要表現(xiàn)在對皮膚的刺激上,容易
產生過敏。以正丁基縮水甘油醚(501)為例,口服-大鼠 LD50: 2050 mg/kg;
環(huán)氧固化劑
酸酐類固化劑易引起皮炎,而經口毒性比較小。胺類固化劑毒性是比較強的,
芳香胺毒性比脂肪胺大。對皮膚和黏膜有刺激性,可引起過敏。不容易通過
肝臟代謝。以間苯二甲胺為例,大鼠經口LD 50 : 930mg/kg
2. 提高產品質量性能
手糊做船容易出現(xiàn)的缺陷:
1. 樹脂二次積層時的界面粘接不夠牢固,會影響耐疲勞性
2. 積層中容易存在氣泡和架橋,防水性差
3. 局部富樹脂,偏重
4. 不同批次產品不穩(wěn)定
閉模工藝相比傳統(tǒng)手糊,可使船體鋪層結構更致密。在等強度設計中,
發(fā)揮巨大優(yōu)勢,減輕產品重量。
更強、更輕、更快、更小驅動力(發(fā)動力馬力)、更省油、
3. 改變勞動密集型現(xiàn)狀
管理者們一直在苦惱的事情
二、案例解讀如何真空導入造船?
1. 真空導入工藝做游艇
案例:24米比賽級帆船(環(huán)氧碳纖維鋪層,局部有泡沫三明治結構)
地點:斯洛維尼亞
搭建簡易模,并完成表面的積
層處理,使之達到真空導入工藝要求

解讀
為什么用簡易模做真空導入?
•這么大的比賽用船型,一般訂單比較少,開復合材料陰模成本非
常高,周期非常長。用簡易模具是比較經濟、高效的辦法。
•產品表面是做后噴漆處理,對于模具表面的平整和光亮度不是非
常嚴格。陰模處理過程中不好找平找順的缺點,不會有太大影響。
• 相比手糊,真空導入做船要注意的模具因素?
•(合模)密封性。船底往往會采用對開模,雙體船還會用三片模。
翻邊防止變形,做好密封條。
•耐熱沖擊性。真空導入集中放熱,還有真空壓力,容易在模具表
面形成布紋和芯材印記。
解讀
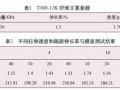
做船前平板試驗的重要性
•不同的鋪層以及不同的樹脂以及施工溫度都會對流速產生影響,
收集不同條件下的真空導入工藝樹脂流速資料,可以對導流管路
設計
導流管路
設計起到很大的參考作用。
•比較厚的鋪層,在真空導入工藝中,往往存在上下表面的浸潤差
距
上下表面的浸潤差
距。通過在玻璃平板上的充分試驗,可以調整輔助材料鋪放和工
藝操作,避免做船出現(xiàn)表面樹脂浸透,但是底部鋪層出現(xiàn)局部干
區(qū)的問題。
•制品樣板可以測試力學性能,驗證鋪層設計
•艙板可以跟試驗相結合
本文導航:
- (1) 閉模工藝在船舶行業(yè)中的應用







 魯ICP備2021047099號
魯ICP備2021047099號