






本文綜述了玻璃纖維長(zhǎng)度對(duì)力學(xué)性能的影響;玻璃纖維長(zhǎng)度的表征方法;擠出和注塑過(guò)程中玻璃纖維的斷裂;并敘述了玻璃纖維增強(qiáng)熱塑性復(fù)合材料的進(jìn)展,提出了玻璃纖維增強(qiáng)熱塑性復(fù)合材料發(fā)展的方向。
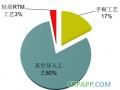
熱塑性樹(shù)脂經(jīng)玻璃纖維增強(qiáng)后,強(qiáng)度、模量、沖擊性能和耐熱性能都得以全面的提高,用途大大拓寬50%的熱塑性樹(shù)脂復(fù)合材料含有玻璃纖維。短玻纖增強(qiáng)是玻璃纖維增強(qiáng)熱塑性復(fù)合材料的主要增強(qiáng)方式,加工工藝是擠出機(jī)混合造粒,然后注塑成型,在混合和注塑過(guò)程中玻璃纖維逐漸被剪碎,最終制品中纖維長(zhǎng)度在0.2~0.4mm范圍。纖維長(zhǎng)度是決定纖維增強(qiáng)復(fù)合材料最主要的因素,長(zhǎng)纖維比短纖維具有更佳的增強(qiáng)效果,為了提高制品中玻璃纖維的長(zhǎng)度,人們對(duì)玻纖增強(qiáng)熱塑性樹(shù)脂的混合以及制品成型工藝進(jìn)行了大量的研究,對(duì)加工過(guò)程中玻璃纖維的斷裂有了較深入的認(rèn)識(shí),但是玻璃纖維的長(zhǎng)度卻始終被限制在Imm以?xún)?nèi)。同時(shí)玻璃纖維的增強(qiáng)方式取得了兩大進(jìn)步,一是預(yù)浸帶工藝,即用樹(shù)脂熔體或溶液浸漬連續(xù)纖維束,得到預(yù)浸帶,將預(yù)浸帶切成10mm長(zhǎng)的顆粒,用于注塑成型,制品中的玻璃纖維長(zhǎng)度大于Imm。二是GMT材料,玻璃纖維以長(zhǎng)纖維或連續(xù)纖維氈的形式增強(qiáng)熱塑性樹(shù)脂,GMT材料廣泛用于汽車(chē)零部件和結(jié)構(gòu)件,由于其力學(xué)性能優(yōu)良,具有突出的耐沖擊性能,而且易于加工,可回收,日益受到工業(yè)界的青睞。
資料下載: 玻璃纖維增強(qiáng)熱塑性復(fù)合材料的增強(qiáng)方式及纖維長(zhǎng)度控制_趙若飛.pdf
玻璃纖維增強(qiáng)熱塑性復(fù)合材料的增強(qiáng)方式及纖維長(zhǎng)度控制_趙若飛.pdf
資料下載:







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)