






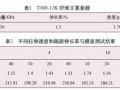
RTM為閉模成型工藝,難以觀察到模腔內(nèi)樹脂的充模與固化反應(yīng)過程。利用介電分析儀對(duì)RT M工藝進(jìn)行在線監(jiān)測(cè),測(cè)得了樹脂固化過程中不同模具溫度下樹脂反應(yīng)的溫度及離子導(dǎo)電率、不同纖維含量條件下的介電常數(shù)以及不同纖維織物方式下的離子導(dǎo)電率。實(shí)驗(yàn)結(jié)果表明:固化反應(yīng)放熱使復(fù)合材料局部溫度升高,并形成復(fù)雜的溫度梯度分布;在較高溫度和較低纖維含量條件下,離子導(dǎo)電率變化較快,對(duì)樹脂固化反應(yīng)的影響較大;不同織物方式的玻璃纖維對(duì)離子導(dǎo)電率也有一定的影響,玻璃纖維復(fù)合氈比方格布影響大。
資料下載: RTM工藝中樹脂固化溫度與介電性能.pdf
RTM工藝中樹脂固化溫度與介電性能.pdf
樹脂傳遞模塑成型工藝(Resin transfer mold-ing,簡(jiǎn)稱RTM)是20世紀(jì)80年代復(fù)合材料工業(yè)迅速發(fā)展起來的一種先進(jìn)成型工藝技術(shù),已成為2 1世紀(jì)復(fù)合材料工業(yè)的主導(dǎo)成型工藝之一。因表面質(zhì)量好、生產(chǎn)效率高、環(huán)境污染小、成本低以及易于規(guī)模化生產(chǎn)大型、異型復(fù)合材料構(gòu)件等優(yōu)點(diǎn),被廣泛地應(yīng)用于汽車、造船、建筑、醫(yī)療器件、體育用品及航空航天工業(yè)領(lǐng)域。
RTM工藝為閉模成型工藝,樹脂在模腔內(nèi)的流動(dòng)以及固化過程均不可見,很難實(shí)時(shí)觀測(cè)及解決生產(chǎn)工藝過程中出現(xiàn)的問題。而聚合物基復(fù)合材料的性能與樹脂在成型過程中的流變行為和化學(xué)反應(yīng)密切相關(guān),尤其對(duì)于形狀復(fù)雜的構(gòu)件,不同部位流變行為和固化反應(yīng)速度的不一致,將使溫度、壓力和脫模時(shí)間等工藝參數(shù)難以控制以及產(chǎn)品質(zhì)量不穩(wěn)定。因此,在RTM成型過程中進(jìn)行實(shí)時(shí)在線監(jiān)測(cè)對(duì)制備高質(zhì)量復(fù)合材料具有重要意義。戴洪福等‘5]對(duì)RTM成型工藝固化過程做了三維數(shù)值模擬,而國內(nèi)利用介電法對(duì)樹脂固化方面的研究較少。本文中利用介電分析儀測(cè)得了模腔內(nèi)部的介電信息,對(duì)RTM工藝樹脂固化反應(yīng)過程進(jìn)行了系統(tǒng)研究,這對(duì)解決RTM工藝產(chǎn)品質(zhì)量難以控制、工藝不穩(wěn)定、可靠性不高,及突破RT M工藝的技術(shù)難點(diǎn)和關(guān)鍵技術(shù)具有重要意義。
資料下載:







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)