






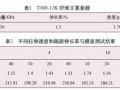
本文通過試驗(yàn)比較了ACG公司以MTM -28為樹脂基體的幾種預(yù)浸料經(jīng)熱壓罐固化成型與烘箱真空固化成型層壓板或蜂窩夾層結(jié)構(gòu)面板試樣的力學(xué)性能驗(yàn)證了該類預(yù)浸料適用于兩種固化工藝條件的規(guī)范是適當(dāng)?shù)摹?br />
資料下載: 成型壓力對(duì)自粘性預(yù)浸料復(fù)合材料性能的影響.pdf
成型壓力對(duì)自粘性預(yù)浸料復(fù)合材料性能的影響.pdf
玻璃鋼復(fù)合材料及其蜂窩夾層結(jié)構(gòu)在小型無人機(jī)飛機(jī)結(jié)構(gòu)設(shè)計(jì)中已經(jīng)獲得了廣泛的應(yīng)用,適合于各種復(fù)合材料結(jié)構(gòu)形式的制造工藝方法也得到了充分的使用與發(fā)展。
用于飛機(jī)復(fù)合材料構(gòu)件制造的預(yù)浸料材料是依據(jù)設(shè)計(jì)要求、結(jié)構(gòu)特點(diǎn)、制造工藝及成本控制的需要進(jìn)行選擇的,通常是按照材料制造商提供的技術(shù)資料或規(guī)范中規(guī)定的固化工藝條件進(jìn)行固化。由于在小型無人機(jī)飛機(jī)機(jī)體結(jié)構(gòu)設(shè)計(jì)中通常采用復(fù)合材料整體共固化設(shè)計(jì)技術(shù),即在大面積以蜂窩夾層結(jié)構(gòu)為主的構(gòu)件結(jié)構(gòu)中利用復(fù)合材料的可設(shè)計(jì)性將梁緣條、肋緣條等主體受力結(jié)構(gòu)以及力的擴(kuò)散結(jié)構(gòu)均設(shè)計(jì)在制件上,形成一體化混合式承力結(jié)構(gòu),所以在選擇無人機(jī)飛機(jī)結(jié)構(gòu)用預(yù)浸料時(shí)需滿足采用共固化工藝制造混合結(jié)構(gòu)構(gòu)件的需要。
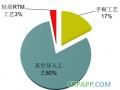
就中溫固化的復(fù)合材料而言,在溫度、壓力、加壓點(diǎn)、真空度以及升溫速率、降溫速率等復(fù)合材料成型工藝參數(shù)中,溫度、真空度和升、降溫速率一般都是被明確限定的,那么選擇在加溫的開始就可以加壓且能在Q lMPa即真空壓力下固化的樹脂基體材料無疑能大幅度地降低制造成本。英國(guó)ACG公司生產(chǎn)的以M IM 28為樹脂基體的預(yù)浸料就具有這樣的性質(zhì),不但是一種應(yīng)用廣泛的結(jié)構(gòu)材料,對(duì)蜂窩具有良好的粘接性,而且可以采用真空袋、熱壓罐或模壓成型工藝進(jìn)行固化成型。那么,當(dāng)使用這類預(yù)浸料以共固化工藝制造無人機(jī)混合結(jié)構(gòu)復(fù)合材料構(gòu)件,并且受使用容重較低的蜂窩對(duì)成型過程加壓壓力大小的限制時(shí),究竟采用多大的固化成型壓力才能獲得滿足設(shè)計(jì)性能要求的制件是有必要通過實(shí)驗(yàn)來確定的。
資料下載:







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)