






1引 言
真空輔助樹(shù)脂灌注工藝f真空灌注工藝,VAR I),也稱真空導(dǎo)入工藝,是一種新型的復(fù)合材料低成本,高性能成型技術(shù)。它是在真空條件下。利用樹(shù)脂的流動(dòng)、滲透實(shí)現(xiàn)對(duì)纖維及其織物的浸漬,并在真空下固化的成型方法。這種工藝適用于質(zhì)量要求高,批量小和尺寸較大的制品。在國(guó)內(nèi)外,真空輔助樹(shù)脂灌注工藝己成功用于艦船、軍事設(shè)施、國(guó)防工程、航空和風(fēng)電等民用工業(yè)領(lǐng)域。
隨著真空灌注技術(shù)逐漸獲得認(rèn)可以及開(kāi)模工藝限制問(wèn)題的增多。真空灌注工藝正快速成為主流工藝。
2真空灌注工藝
2 1工藝原理
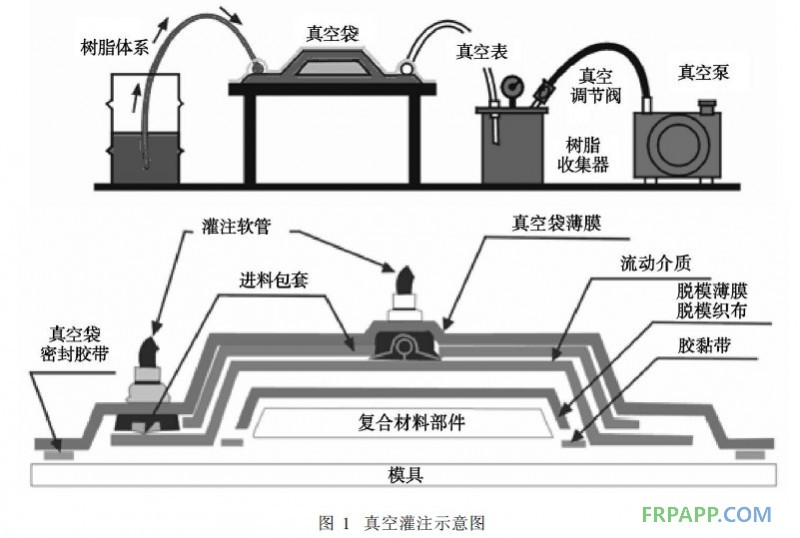
真空灌注成型工藝是目前使用的幾種閉模成型工藝之一。這種工藝是將干態(tài)纖維及芯材在模具內(nèi)鋪疊后閉合模具,在真空的作用下通過(guò)進(jìn)料管路將樹(shù)脂注入增強(qiáng)材料,樹(shù)脂固化后完成制品模塑,見(jiàn)圖1。這種工藝與RTM(樹(shù)脂傳遞模塑1工藝的差別在于后者是通過(guò)機(jī)械注射壓力注入樹(shù)脂。而前者則是利用真空形成的大氣壓力推動(dòng)樹(shù)脂完成灌注過(guò)程。
2 2工藝優(yōu)勢(shì)
和傳統(tǒng)開(kāi)模成型工藝相比,真空灌注工藝具有許多優(yōu)點(diǎn):
①比手工鋪放節(jié)約成本約50%,樹(shù)脂浪費(fèi)率降低5%:
②加工過(guò)程環(huán)保,揮發(fā)性有害物質(zhì)排放低;
③同等原材料下,與手糊件相比,強(qiáng)度、剛度、硬度及其它物理性能提高30%-50%以上:
④產(chǎn)品質(zhì)量不受操作人員影響,產(chǎn)品性能的均勻性和重復(fù)性好:
⑤制品孔隙率低。
3真空灌注工藝的應(yīng)用
真空輔助樹(shù)脂灌注工藝是一種新型的復(fù)合材料低成本。高性能成型技術(shù)。由于其低成本、制品性能好、環(huán)境友好等獨(dú)特的優(yōu)勢(shì),真空輔助樹(shù)脂灌注工藝已功應(yīng)用于航天,國(guó)防工程。造船和民用工業(yè)等領(lǐng)域。
在航天和國(guó)防領(lǐng)域,VARI廣泛應(yīng)用在飛機(jī)、無(wú)人機(jī)上。如大飛機(jī)的蒙皮,飛機(jī)翼梁等。洛一馬公司在制造三叉戟IID5彈道導(dǎo)彈儀器艙段的復(fù)合材料構(gòu)件時(shí),為降低成本,最終選用VARI成型技術(shù)制造彈道導(dǎo)彈儀器艙段,實(shí)現(xiàn)了一次整體成型。成本降低了75%。
在船舶制造業(yè)中,VARI已應(yīng)用在潛艇壁板上。英國(guó)公司High Modulus和加拿大公司Chris tensen Shipyaids之間的合作研究項(xiàng)目旨在開(kāi)發(fā)一種全球最大的全復(fù)合材料游艇(圖2)。此創(chuàng)新游艇將會(huì)有57米長(zhǎng),重約500噸,并將采用真空灌注工藝制造。第一艘游艇將會(huì)于2011年推向市場(chǎng)。
另外,真空灌注工藝一直是國(guó)際上風(fēng)電葉片生產(chǎn)商主流生產(chǎn)工藝,不僅可以縮短生產(chǎn)周期而且又能保證產(chǎn)品質(zhì)量的穩(wěn)定性。

4創(chuàng)新性的改進(jìn)
盡管國(guó)內(nèi)外復(fù)合材料生產(chǎn)廠家,特別是一些造船廠。游艇工廠和葉片廠。已經(jīng)有不少采用真空灌注工藝。但多數(shù)廠家在工藝運(yùn)用上以“試誤”的方式來(lái)積累經(jīng)驗(yàn),這使得制品受到很大影響。制品質(zhì)量受很多因素影響,如浸漬時(shí)的真空度選擇,樹(shù)脂凝膠及固化情況等因素。本文從樹(shù)脂計(jì)量混合技術(shù)及制品表面質(zhì)量控制兩方面討論了當(dāng)今真空輔助樹(shù)脂灌注工藝的一些創(chuàng)新性的改進(jìn)。







 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)