






本文分析了美國(guó)、歐洲、日本和中國(guó)汽車行業(yè)在政策驅(qū)動(dòng)和輕量化迫切需求的影響下,各自輕量化技術(shù)路線的異同。雖然存在一定的差異,但高性能復(fù)合材料的發(fā)展似乎都是其中的重要環(huán)節(jié),或可引發(fā)我們對(duì)車用復(fù)合材料發(fā)展的思考,值得一讀。


▊ 美國(guó):以材料進(jìn)步為驅(qū)動(dòng)
美國(guó)汽車輕量化路線,以材料進(jìn)步為驅(qū)動(dòng),綜合衡量材料成本、性能、可回收性及用量。
2010-2025 年,高強(qiáng)度鋼拉伸強(qiáng)度1500~2000MPa,密度下降5%,模量增加 10%;鋁合金機(jī)械性能提升40%,成本降低25%,高性能鋁循環(huán)利用50%;鎂合金成本下降至與鋁相當(dāng),可用性提升2倍,消除異種材料電化學(xué)腐蝕;鈦合金、鎳合金成本降低50%,成本是不銹鋼2倍;碳纖維占車重5%,單價(jià)5美元/磅,剛度提升30%,25%可再生,碳足跡下降25%。
2025-2050 年,高強(qiáng)度鋼拉伸強(qiáng)度 2500~3000MPa,密度下降 10%,模量增加 20%;鋁合金機(jī)械性能提升200%,成本降低40%,高性能鋁循環(huán)利用100%;鎂合金成本與鋼相當(dāng),可用性提升4倍,采取通用的一步式預(yù)處理;鈦合金、鎳合金成本降低至鋁合金水平,成本是不銹鋼1.5 倍;碳纖維占車重15%~25%,單價(jià)2.5 美元/磅,剛度與鋁材相當(dāng),50%可再生,碳足跡下降75%。
美國(guó)的輕量化路線以材料降本與性能優(yōu)化貫穿其中,美國(guó)汽車零部件制造的特點(diǎn)是綜合考慮不同材料的性價(jià)比在汽車的不同部位得到應(yīng)用。
▊ 歐洲:瞄準(zhǔn)多材料應(yīng)用技術(shù)
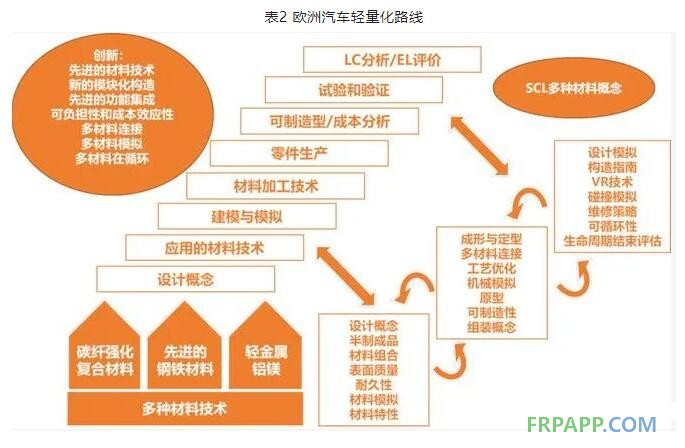
歐洲汽車輕量化路線,以先進(jìn)的鋼鐵材料、輕金屬鎂鋁、碳纖維復(fù)合材料三類先進(jìn)輕量化材料應(yīng)用為出發(fā)點(diǎn),目標(biāo)瞄準(zhǔn)多材料應(yīng)用技術(shù)。
歐洲汽車輕量化的發(fā)展路徑以創(chuàng)新為驅(qū)動(dòng),圍繞先進(jìn)的材料技術(shù)、新的模塊化構(gòu)造、先進(jìn)的功能集成、可負(fù)擔(dān)性和成本效益、多材料連接、多材料模擬、多材料再循環(huán)進(jìn)行。材料的開(kāi)發(fā)與應(yīng)用過(guò)程包括:設(shè)計(jì)概念、應(yīng)用材料技術(shù)、建模與模擬、材料加工技術(shù)、零件生產(chǎn)、可制造性和成本分析、試驗(yàn)和驗(yàn)證,以及LC 分析與 EL 評(píng)價(jià)。
歐洲的汽車輕量化路線充分結(jié)合材料特性與成本、制造工藝和結(jié)構(gòu)設(shè)計(jì),多層次多角度協(xié)調(diào)實(shí)現(xiàn)輕量化的目標(biāo)。
▊ 日本:材料和工藝實(shí)用化
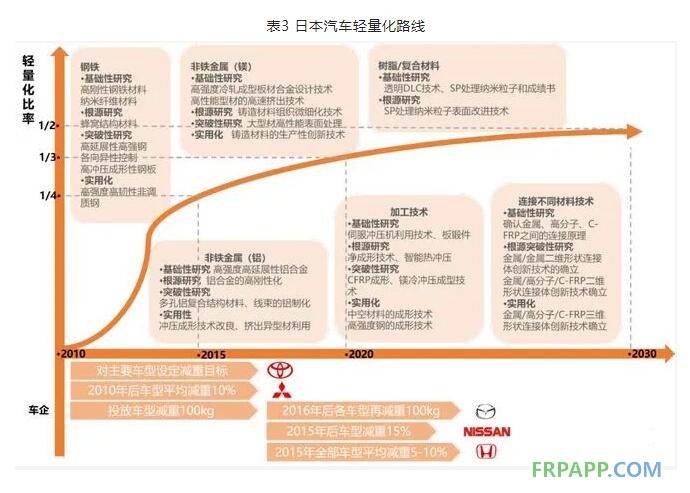
日本汽車輕量化路線,以材料和工藝的基礎(chǔ)研究突破為實(shí)用化出發(fā)點(diǎn),材料進(jìn)步驅(qū)動(dòng)輕量化。
鋼鐵以高剛度鋼鐵材料、納米纖維材料為基礎(chǔ)性研究,以蜂窩結(jié)構(gòu)材料為根源研究,以高延展性高強(qiáng)鋼、各向異性控制、高沖壓成型鋼板進(jìn)行突破性研究,開(kāi)發(fā)出高強(qiáng)高韌非調(diào)質(zhì)鋼。
鋁以高強(qiáng)度高延展性鋁合金為基礎(chǔ)研究,以鋁合金的剛強(qiáng)化為根源研究,以多孔鋁復(fù)合結(jié)構(gòu)材料、線束鋁制化進(jìn)行突破性研究,實(shí)現(xiàn)沖壓成型技術(shù)改良、擠出異型材利用。
鎂以高強(qiáng)度冷軋成型板材合金設(shè)計(jì)技術(shù)、高性能型材高速擠出技術(shù)為基礎(chǔ)性研究,以鑄造材料組織微細(xì)化技術(shù)為根源研究,以大型型材高性能表面處理進(jìn)行突破性研究,實(shí)現(xiàn)鑄造材料的規(guī)?;a(chǎn)技術(shù)創(chuàng)新。
加工技術(shù)以伺服沖壓機(jī)利用技術(shù)、板鍛件為基礎(chǔ)性研究,以凈成型技術(shù)、智能熱沖壓為基礎(chǔ)研究,以CFRP成型、鎂冷沖壓成型技術(shù)進(jìn)行突破性研究,開(kāi)發(fā)出中空材料的成型技術(shù)、高強(qiáng)度鋼的成型技術(shù)。不同材料的連接技術(shù)經(jīng)過(guò)基礎(chǔ)性和突破性研究,確立了金屬/高分子/CFRP 三維結(jié)構(gòu)連接體創(chuàng)新技術(shù)。
2010年以來(lái),日系整車廠商也相繼提出輕量化目標(biāo),本田對(duì)主要車型設(shè)定減重目標(biāo),三菱各車型平均減重10%,馬自達(dá)連續(xù)兩個(gè)5年實(shí)現(xiàn)投放車型減重 100kg,尼桑2015年后車型減重15%,豐田2015年全部車型平均減重5%~10%。以2010為基礎(chǔ),2015年、2020 年、2030年分別實(shí)現(xiàn)輕量化比率 1/4、1/3、1/2。
▊ 中國(guó):材料-設(shè)計(jì)-工藝協(xié)同發(fā)展
國(guó)內(nèi)汽車輕量化的出發(fā)點(diǎn)始于高強(qiáng)度鋼、鋁、復(fù)合材料等新材料的應(yīng)用與開(kāi)發(fā),通過(guò)材料、設(shè)計(jì)、工藝三個(gè)方面共同作用實(shí)現(xiàn)減重三步走的目標(biāo)。
根據(jù)中國(guó)汽車工程學(xué)會(huì)發(fā)布的《節(jié)能與新能源汽車技術(shù)路線圖》,中國(guó)汽車輕量化自 2015 年到 2020 年實(shí)現(xiàn)減重 18%,適量應(yīng)用鋁、鎂合金及碳纖維復(fù)合材料,根據(jù)材料特性和性能要求進(jìn)行優(yōu)化設(shè)計(jì),工藝以冷成型為主,熱成型、輥壓成型、激光拼焊為輔。
到2025 年實(shí)現(xiàn)減重30%,擴(kuò)大鋁、鎂合金與碳纖維復(fù)合材料在車身上的應(yīng)用,采用結(jié)構(gòu)-材料-性能一體化輕量化多目標(biāo)協(xié)同優(yōu)化設(shè)計(jì),工藝以熱成型、溫成型、內(nèi)高壓成型為主,擠壓成型、彎曲成型及熱固性纖維材料成型為輔。
到 2030 年以纖維復(fù)合材料為主、輕合金和高強(qiáng)度鋼為輔,結(jié)合制造工藝和成本控制要求進(jìn)行集成化設(shè)計(jì),以熱塑性纖維增強(qiáng)復(fù)合材料成型及擠壓成型、彎曲成型為主,溫成型、熱成型為輔。










 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)