






作為較大型混合材料白車身結(jié)構的一部分,它彰顯了復合材料和有色金屬在中等批量的生產(chǎn)中所具有的巨大應用前景。
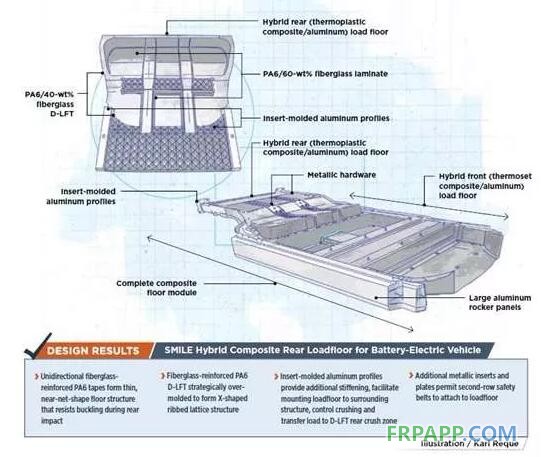
這種用于電池電動汽車的后承載地板由兩種類型的熱塑性復合材料加上金屬型材和嵌件組成,它起到行李箱和后乘員艙地板的作用。
通過粘合劑和機械連接的方式,它與第二個混合/熱固性復合材料的承載地板相連接。
第二個承載地板是用于汽車前半部分的結(jié)構,用以支撐電池,它采用碳纖維增強環(huán)氧樹脂、通過樹脂傳遞模塑成型而被生產(chǎn)出來,擁有金屬嵌件以及含聚氨酯泡沫芯材的局部夾層結(jié)構。
整個承載地板模塊被連接并用螺栓固定到鋁制門檻/側(cè)圍上,門檻和側(cè)圍本身則由螺栓固定到鋁制的單體車身橫梁上。
整個承載地板模塊示范件的設計實現(xiàn)了減重,為每天300輛這一批量生產(chǎn)的汽車提供了顯著的碰撞能量吸收性能。
設計決策

參與后承載地板研究的聯(lián)盟成員包括:
? 汽車制造商奧迪汽車公司(也是整個SMiLE項目的領導者)及其母公司大眾汽車公司
? 德國卡爾斯魯厄理工學院車輛系統(tǒng)技術研究所
? 弗勞恩霍夫化學技術研究所(是前、后承載地板項目的領導者)
? 弗勞恩霍夫材料力學研究所
? 熱塑性復合材料供應商巴斯夫
? 機器制造商迪芬巴赫
? 工裝模具制造商Frimo
對于前、后承載地板以及它們所屬的較大的白車身結(jié)構,開發(fā)團隊的目標是,在減重降本的同時,能吸收更高的沖擊能量。
因此,他們決定采用熱塑性復合材料和金屬嵌件來生產(chǎn)后承載地板。
該團隊想要添加后備箱功能以及第二排安全帶連接結(jié)構,但他們還想利用承載地板來吸收大量的碰撞能量。
通常情況下,汽車制造商主要是依靠金屬承載地板側(cè)面的金屬型材來管理乘用車的后碰撞能量,因此,考慮到熱塑性復合材料的沖擊強度,研究人員們想要知道:復合材料承載地板的整個寬度和長度是否可以被用來管理碰撞載荷,以及是否能夠吸收更高的碰撞能量。
研究人員們審視了常見的汽車熱塑性復合材料,聚丙烯(PP)和聚酰胺6(PA6)等基體材料都進入了他們的視野,但由于溫度原因,他們放棄了PP,因為后承載地板會隨白車身一起經(jīng)過高溫電泳涂裝防銹處理。
由于需要連續(xù)纖維增強材料來實現(xiàn)最高的剛性和強度,因此他們主要將目標集中在織物增強的有機板材(一種玻璃纖維氈熱塑性(GMT)復合材料形式)和單向(UD)熱塑性預浸帶。
基于多種原因,他們選擇用預浸帶作進一步的原型開發(fā)。
研究人員們知道,后承載地板的幾何形狀會很復雜,因此,他們使用了自動化的鋪帶機(ATL),這樣,就可以按任意方向鋪放UD帶,使得制成窗口/孔的用料要比使用有機板的少,以減少廢料,降低重量和成本,并允許最有效地將纖維應用到部件的局部和整個范圍內(nèi)。
而且,由于通過ATL鋪放的纖維在疊層的每一層中都是平的或平行的,而不像織物那樣是編織的,因而無波動及后續(xù)在剛性和強度方面的損失。
不過,UD 帶的確有其局限性:它們相對較貴,懸垂性較差,幾乎沒有流動,因而難以填充復雜的形狀。
通過有選擇性地使用不連續(xù)的/短切的直接長纖維熱塑性(D-LFT)復合材料,這些問題迎刃而解,因為它們是可流動的,允許實現(xiàn)高度的功能集成/部件整合,而且在沒有纖維橋接的情況下更容易形成復雜的肋,又能吸收大量的沖擊能量。
采用D-LFT,還易于嵌入金屬附件,尤其是需要對嵌件預鉆孔以便復合材料流過而包覆在金屬周圍時,這樣,通過機械連鎖就可以實現(xiàn)牢固的結(jié)合。
此外,D-LFT比帶材或有機板便宜,更容易在厚的部分成型。
由于配混是在壓機旁邊完成的,因此D-LFT簡化了材料的庫存管理,為開發(fā)項目提供了高度的靈活性,從而可以快速改變材料特性,包括纖維長度和類型、纖維體積百分含量(FVF)以及基體材料。
在制作過程中,對材料/工藝的設置是可控的,從而可以實現(xiàn)高度的重復性和再現(xiàn)性(R&R)——這也就是為什么近20年來汽車行業(yè)已將這種工藝用于中、大批量的生產(chǎn)中。
由于研究人員們希望后承載地板薄而輕,并能夠在吸收高沖擊載荷的同時還抗屈曲,他們采用了玻璃纖維增強的和碳纖維增強的帶材以及D-LFT,按不同的纖維重量百分比(FWFs),通過對小型部件的測試來進行模擬和初步開發(fā),以評估機械性能和填充性能。
雖然與玻璃纖維的復合材料相比,碳纖維的復合材料生產(chǎn)出了更薄、更輕且更剛性的結(jié)構,但由于成本問題,再加上前承載地板已經(jīng)使用了碳纖維增強材料,因此研究人員們在擴大到全尺寸部件的過程中,選用玻璃纖維來增強后承載地板。
由巴斯夫提供的含40%玻纖重量百分比的Ultramid B3K PA6 D-LFT 以及8層含60%玻纖重量百分比的Ultratape B3WG12 PA6 在此得到了應用。
在經(jīng)過大量的模擬之后,一個1.3m×1.3m的后承載地板最終被設計出來,它包括:一個由UD帶制成的薄殼、近凈形狀的結(jié)構,被預固結(jié)成層壓交織板,其上擁有較厚的D-LFT擠壓區(qū);同樣由UD帶制成的帶有深槽(50mm高,115mm寬)的大型波紋板,沿部件的縱軸成型,從而能以較小的重量和厚度實現(xiàn)高剛性。此外,兩個窗口在鋪帶過程中即已形成,從而允許D-LFT穿透層壓板直至需要它的位置。

由于在大型層壓板中很難形成深波紋,因此必須同時修改成型工藝和模具,才能確保生產(chǎn)出完美的部件。
這些波紋,加上在X形的格子結(jié)構中形成復雜肋的兩種D-LFT材料,為這一區(qū)域帶來了高慣性矩,在薄而輕的設計中增加了部件剛性,同時避免了碰撞時發(fā)生屈曲。
部件后部的D-LFT 格子形成了一個擠壓區(qū),從而可以在追尾事故中吸收能量。
鋁型材被整體成型到承載地板的軸向側(cè)面,經(jīng)特殊的表面處理并通過提供聯(lián)鎖的孔而被粘接到D-LFT和層壓板上。
這些得到精心設計的剖面,進一步提高了部件的剛性,提供了良好的屈曲性能,并能在碰撞過程中將力傳遞到D-LFT擠壓區(qū)。
它們還為將后承載地板直接安裝到周圍的金屬結(jié)構上而提供了連接點。
附加的金屬嵌件也能被整體成型到結(jié)構之中,為安全帶鎖提供直接安裝。
成功的實施
模擬工作以及對大、小型部件的測試,驗證了整個混合材料的后承載地板能夠被用來管理碰撞載荷。
進一步的評估顯示,這項技術應該與傳統(tǒng)的金屬結(jié)構一樣安全。



在對后地板模塊的設計、可加工性和性能等所有主要方面作了大量的模擬工作之后,通過對大型和小型部件的測試,驗證了這些模擬,比如,通過幾種不同的成型研究,可以看看模具行程(上)和填充(下)帶來的影響(圖片來自弗勞恩霍夫化學技術研究所)
該項目的一個更大的目標是,將整個白車身的重量減至200kg,這在模擬以及對小型部件的開發(fā)過程中,從理論上得到了滿足。
然而,隨著項目的發(fā)展,需要更好的碰撞性能,這就要求在復合材料結(jié)構中增加質(zhì)量。
此外,出于成本考慮,使得后承載地板所用增強材料由碳纖維變成了玻璃纖維。
由此而獲得的帶有嵌件的后承載地板重32.9kg,而前承載地板(帶有嵌件但不包括電池)重12.1kg。
這樣,為了達到更高的安全性以及降低成本,最終的試驗部件僅差4.3%就能實現(xiàn)白車身的減重目標。
由于在前承載地板上大量使用了碳纖維增強材料,因而SMiLE白車身也比傳統(tǒng)的金屬系統(tǒng)更貴。
為了后承載地板項目,弗勞恩霍夫化學技術研究所開發(fā)了一種D-LFT/加壓的子工藝,名為“局部高級訂制LFT”,它能夠有選擇性地將D-LFT材料應用于主UD帶結(jié)構中,以生產(chǎn)出無法用帶材制作的局部復雜的形狀(如肋)。
由弗勞恩霍夫化學技術研究所在SMiLE項目之前就已開發(fā)并在此項目中得到應用的另一項技術,是一種通過輻射誘導的真空固結(jié)而快速加熱和固化熱塑性帶材的方法,現(xiàn)在該技術已在迪芬巴赫的Fibercon機器上實現(xiàn)了商業(yè)化。
值得一提的是,從一開始,整個試驗過程就采用了Frimo 制造的高度復雜的模具,并為后續(xù)的測試和示范生產(chǎn)出了100多個樣件。
雖然該團隊設計了一步法的成型工藝,但弗勞恩霍夫化學技術研究所團隊的熱塑性加工負責人及后承載地板項目負責人 Sebastian Baumgärtner博士確信,在生產(chǎn)環(huán)境下,通過在另一副單獨的模具中預成型層壓板,用兩步法的工藝來成型這種復雜的部件會更加高效。
“我們首先選擇嘗試更難的一步法工藝,其效果很好。”Baumgärtner解釋道,“但是,由于模具非常復雜,對工藝的控制不是那么容易,如果層壓板的某些地方太熱,它與LFT絲束就會有很強的相互作用。因此,為了保證生產(chǎn)過程中的良好重復性,最好簡單一點,選用兩步法的工藝。”
不過,由于這種復合材料部件的尺寸很大,以及成型它的工藝復雜,該團隊對最終結(jié)果仍非常滿意。
“我們證明了我們能夠生產(chǎn)出一種創(chuàng)新且經(jīng)濟的部件,其性能和重量都得到了優(yōu)化,采用商業(yè)化的技術實現(xiàn)了功能的高度集成。”他補充道。

在最終的成型試驗中生產(chǎn)的熱塑性復合材料的后承載地板,與熱固性復合材料的前承載地板及側(cè)圍連接在一起,形成了此圖的示范部件,以作進一步的評估(圖片來自弗勞恩霍夫化學技術研究所)
整個承載地板獲得了中國的2018 CCE-JEC創(chuàng)新獎。
德國政府則將更大的SMiLE項目看作是燈塔計劃,意味著這項技術在未來移動性設計中的應用將非常重要。
目前,該團隊正在討論下一步的工作。










 魯ICP備2021047099號
魯ICP備2021047099號