





汽車輕量化的目標是要在不影響強度的情況下減輕部件重量,甚至可以在增加組件強度的同時減輕重量。為滿足這一目標,在使用新材料的同時,先進制造工藝的使用也密切相關(guān)。新工藝可以有效縮短生產(chǎn)周期,降低成本,有助于新材料的快速應用。
E-LFT混合材料成型技術(shù)是專為汽車輕量化提供的解決方案,其成功將長纖維增強熱塑性塑料和金屬基材的成型合并為一個步驟,并采用粘合劑實現(xiàn)塑料與金屬板的連接。據(jù)悉,該技術(shù)由德國Siegen大學、贏創(chuàng)(Evonik)、Weber Fibertech公司聯(lián)合的MultiForm項目組開發(fā),大眾汽車,奧鋼聯(lián)汽車零部件,Simpatec和Sprick Technologies等提供了技術(shù)支持。
E-LFT一次性擠壓復合工藝
首先是熱塑性聚丙烯或聚酰胺材料的模壓成型:先熔化塑料顆粒,然后在擠出機中加入玻璃纖維,最后擠出的熔體受到垂直方向的壓力產(chǎn)生流動。該工藝可實現(xiàn)10-15mm長度的纖維增強,與注塑成型件相比,可顯著提升部件強度。同時,對于相同強度的部件,可獲得更輕的質(zhì)量。
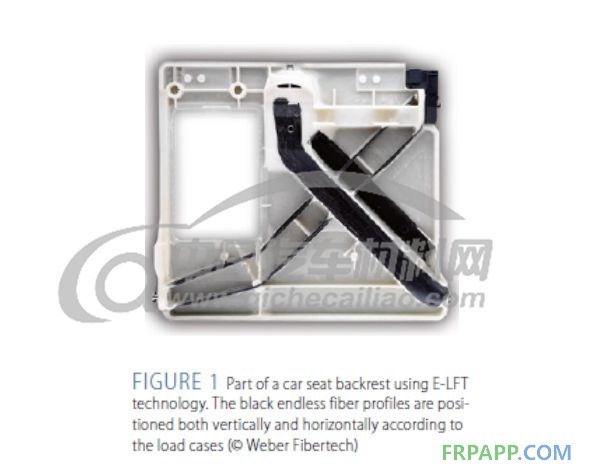
為提升復合材料強度,復合材料主要采用長玻纖或碳纖增強。同時為了控制成本,纖維增強部分僅設置在高載荷部位。據(jù)悉,Weber Fibertech公司擁有E-LFT工藝的專利權(quán)。該工藝可用來制作座椅結(jié)構(gòu)件,如坐盆、靠背,可經(jīng)受安全帶系扣處的較大的載荷,具體如下圖1。
但是,在一些高負載的情況下,金屬材料還是具有優(yōu)勢,塑料/金屬混合部件兼顧了輕量化和強度,將更為合適。該項目團隊采用激光處理金屬表面,然后在一次性擠壓工序中實現(xiàn)塑料和金屬的復合。激光表面處理讓熱塑性熔體與金屬表面結(jié)合性更好,其拉伸強度約為12MPa,剪切強度可達48MPa。據(jù)悉,Weber Fibertech公司正采用該工藝開發(fā)高負載能力的座椅元件,預計三年內(nèi)可實現(xiàn)批量生產(chǎn)。
混合材料控制臂的設計開發(fā)
為進一步驗證E-LFT工藝的適用性,研究團隊進行了混合材料控制臂的開發(fā)與驗證。采用高強度鋼板(DP800)與聚己內(nèi)酰胺(PA6),由Weber Fibertech全自動E-LFT生產(chǎn)線,采用25毫米玻纖增強。
該生產(chǎn)系統(tǒng)在一個循環(huán)周期內(nèi)直接配制60%塑料和40%玻纖的混合物。這意味著不是采用PA GF40棒狀顆粒原料,而是由聚酰胺、添加劑(添加顏色的色母粒、增加流動性的添加劑等)、玻璃纖維直接混配擠出,周期僅為60秒。生產(chǎn)系統(tǒng)如圖2。

據(jù)相關(guān)人員稱,新控制臂成功減重20%,如下圖3。此外,對于其他負載較低的部件(如尾門、車頂部件、門元件等),預計減重可達50%。

新工藝結(jié)合了金屬板材的深拉伸和長纖維增強材料的壓縮成型兩步工序,在混合材料部件的制造方面具有時間和成本優(yōu)勢。塑化狀態(tài)下的高粘度熱塑性塑料在流體力學成型過程中起到活性介質(zhì)的作用,有助于金屬板的形成。該團隊還分析了溫度和摩擦對鋼和鋁成型性能的過程相關(guān)影響。通過有限元方法(FEM模擬)的模擬實現(xiàn)可靠的部件設計。研究團隊對混合壓制過程中鋼、鋁材料的成形曲線進行研究,并建立FEM模型。研究顯示,長纖維復合材料塑化所需的高溫環(huán)境對鋁合金的成形性將產(chǎn)生積極影響。
工藝過程
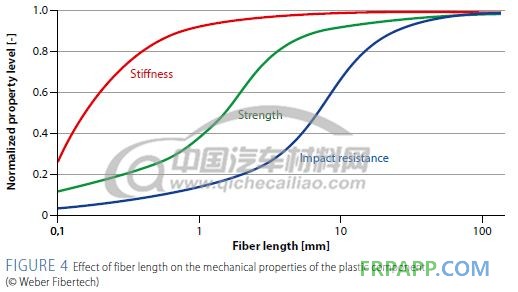
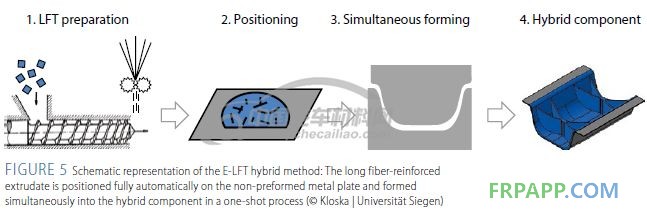

與注射成型相比,模壓工藝最長可實現(xiàn)25毫米的長纖維增強。纖維長度的增加對復合材料力學性能的提升有較好的效果,具體見圖4。同時,模壓工藝還具有成型時間短的特點。E-LFT一次成型工藝可在金屬板材表面預涂粘合劑,在混合壓制過程中實現(xiàn)金屬板與復合材料的直接粘合,省去后續(xù)的復合工序。具體工藝過程如圖5所示。LFT在循環(huán)系統(tǒng)中完成配料→金屬板預涂粘合劑,并預熱→將金屬板與LFT材料置于同一個模具中一次模壓成型。成型部件如圖6。
特點與應用
輕質(zhì)材料的應用在減重和降低能耗方面具有較好的效果,在混合材料應用的大趨勢下,金屬/塑料混合部件可綜合金屬材料的力學性能和塑料材料的輕質(zhì)效果。E-LFT一次成型工藝可實現(xiàn)金屬/塑料的復雜形狀部件成型,特別適用于車身、底盤等碰撞相關(guān)的部件。
新工藝為熱塑性塑料在汽車制造中的規(guī)模化應用鋪平了道路,盡管熱固性材料的強度更好,但其受到材料回收的限制,應用成本較高。與金屬板材的復合可較好的克服熱塑性塑料的低強度。目前,該團隊正嘗試采用新工藝開發(fā)電動汽車的車身部件。










 魯ICP備2021047099號
魯ICP備2021047099號