






聚醚醚酮(PEEK)和聚醚酮酮(PEKK)究竟哪一個更適合以熱塑性帶材形式經原位固化批量化生產航空結構件?本文所提到的PEEK和PEKK之間的爭論,其實是關于月產量60-70架A320 neo單通道客機所采用的非熱壓罐(OOA)一步原位固化法能否滿足未來航空部件生產成本和生產效率需求大討論的一部分。替代方法為兩步法:采用自動纖維鋪放(AFP)設備將熱塑性復合材料帶材鋪放于模具中,隨后經熱壓罐固化或熱壓成型。
PEEK和PEKK都是聚芳醚酮(PAEK)大家庭中的成員,通常被稱為聚酮。荷蘭航空航天中心(NLR)結構技術部高級復合材料科學家Henri de Vries介紹:“PEKK與PEEK外觀很相似,結晶行為也類似,但二者的工藝溫度不同,PEKK為375°C,而PEEK為385°C。”NLR與GKN航空公司旗下Fokker技術公司在“熱塑性塑料經濟可承受飛機主承力結構(TAPAS)”項目的第一和第二階段所開發(fā)的熱塑性復合材料(TPC)技術開發(fā)方面頗有建樹,成功研制出了跨度12m的抗扭箱,并于近期采用自動纖維鋪放技術(AFP)和熱壓罐固化技術制成了6m長、28mm厚的碳纖維增強PEEK發(fā)動機掛架上梁。
De Vries發(fā)現(xiàn)由于PEKK的工藝窗口更寬,因此更適合AFP工藝。與之相比,PEEK的工藝窗口在385-390°C范圍內,工藝要求相對苛刻,360°C的工藝條件顯然是不夠理想的。而對PEKK來講,355°C也是不錯的加工溫度。因此,不僅僅是工藝窗口的溫度下限更低,其處于液態(tài)的時間也會略長,固化效果也更好。
De Vries補充說,與真空袋熱壓罐成型工藝相比,壓力成型是一種更快的兩步法固化工藝。而對于壓力成型來說,PEKK是一種有趣的材料。 PEKK舊的規(guī)格體系對壓力成型來講工作節(jié)拍太慢,而新規(guī)格的PEKK比PEEK性能更好、也更便宜。
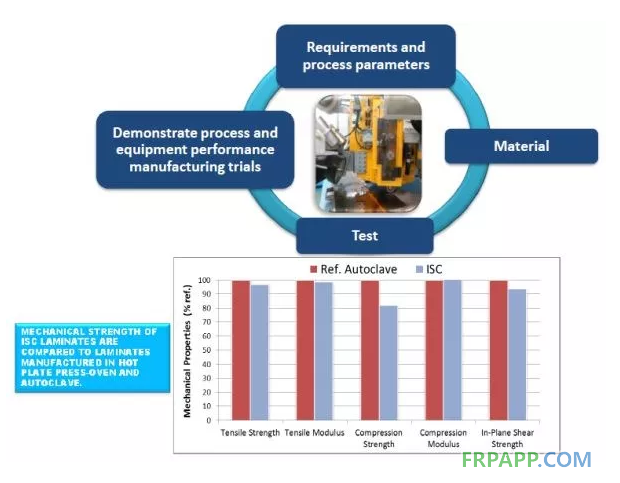
西班牙復合材料研發(fā)應用中心(FIDAMC)正在開發(fā)有關PEKK和PEEK的工藝參數(shù),并通過原位固化(ISC,藍色)和熱壓罐固化(紅色)熱塑性復合材料結構力學性能的對比對二者進行了評估。上圖列出的碳纖維增強PEEK復合材料的力學性能中僅壓縮強度略有下降。來源:FIDAMC
西班牙復合材料研發(fā)應用中心(FIDAMC)作為項目主導者與空客和自動鋪放(AFP)設備供應商MTorres聯(lián)合開發(fā)原位固化(ISC)結構部件,西班牙復合材料研發(fā)應用中心(FIDAMC)工藝開發(fā)實驗室主任Fernando Rodriguez說:“目前,PEKK價格較低。”然而,為了在市場競爭中保持優(yōu)勢,Solvay已就降低PEEK的銷售價格展開了討論。同時,空客采用PEEK生產機翼結構,采用PEKK生產較厚機身結構件的設想也引發(fā)了業(yè)內的討論。Rodriguez注意到西班牙復合材料研發(fā)應用中心(FIDAMC)已經獲得了PEEK輕型機翼結構的生產資質,他表示:“對我們來說,PEEK和PEKK力學性能相仿,盡管PEKK熔點略低、更易操作,但對PEEK10年的研究經歷使我們獲得了明確的工藝參數(shù)。而對于PEKK,為了確定其最佳的工藝窗口還有大量的工作需要做。最近英國的高性能聚酮解決方案提供商Victrex開發(fā)了一種熔點340°C的聚芳醚酮(PAEK)。就工具、加熱爐等裝備來說,340°C和350°C跟400°C沒什么不同。最終,選用什么材料、用于什么部件、選用一步法還是兩步法,決定權都在空客手中。”
瑞典Automated Dynamics公司總裁Robert Langone則表示:“我們對包括聚乙烯(PE)、聚丙烯(PP)、聚酰胺(PA)、聚苯硫醚(PPS)、PEEK和PEKK在內的幾乎所有熱塑性樹脂都進行了研究,某種程度上講,PEKK的晶化速度比PEEK更慢,因此可加工性更強。”那是不是說晶化速度更慢會使過程更可控、工藝窗口更寬松呢?Langone補充道:“我認為其較低的熔體粘度是加工性更強的原因。但即使是具有快速晶化能力的最新一代PEKK,與PEEK相比,晶化也不那么容易。”
GKN航空公司旗下Fokker技術公司航空結構研發(fā)部主任Arnt Offringa也表示:“對于壓力成型來講,PEEK和PEKK都相當出色。而對于熱壓罐工藝,PEKK由于具有更低的熔點,使工藝過程更加穩(wěn)定。”
PEKK也不盡相同
美國牛津高性能材料公司(Oxford Performance Materials,OPM)CEO Scott DeFelice注意到,原位固化(ISC)熱塑性復合材料(TPCs)是在波音787和空客A350等機型的機翼和機身結構件對熱壓罐尺寸提出更高要求的情況下應運而生的。如果熱壓罐體積更大,工藝控制將更為困難。這些問題在日本“重工業(yè)”一級供應商的生產經驗中也可見一斑。(三菱重工生產波音787的機翼,富士重工生產中央翼盒,川崎重工生產圓筒段機身。) 小型部件生產工藝可以控制得相當好,但對于大型部件,最起碼會受到生產速率的限制。換句話說,要獲得高品質復合材料主結構部件的工藝控制需要較長時間。這對于未來窄體客機的生產速率是根本不允許的。
DeFelice補充道:“NLR和Fokker公司主要關注相對較小的結構部件。因此,他們對于原位固化(ISC)的關注程度沒有空客高??湛筒捎梅菬釅汗藜夹g生產機翼和機身通道部件的驅動力更足。”他相信空客是目前全球原位固化(ISC)技術最先進的企業(yè)。
OXPEKK可用于無強化粒料、棒料和定制填充(碳纖維、玻璃纖維或其他)化合物的生產。來源:Oxford Performance Materials
DeFelice還介紹說:“OPM公司從2000年開始研究PEKK,已經開發(fā)出相關的材料和應用技術。目前市面上所有的PEKK產品都是采用杜邦(DuPont)法生產的。”他解釋說,在上世紀90年代,為了滿足美國聯(lián)邦航空管理局(FAA)航空內飾材料新規(guī)對防火、無煙、無毒性能要求的提高,基本上所有的聚酮類產品在同一時期被開發(fā)出來。然而,這一新規(guī)尚未實施,PEEK和PEKK的市場雛形就消失了。因此,ICI將PEEK紡絲后賣給Victrex公司,DuPont將其PEKK業(yè)務賣給了Fiberite公司,后被氰特(Cytec)和索爾維(Solvay)相繼收購。DeFelice說,Arkema與OPM合作獲得了PEKK的生產經驗,并最終開發(fā)出了DuPont法。合作的成果使得Arkema成為了復合材料工業(yè)第二大PEKK生產商。
DeFelice介紹說,赫氏(Hexcel)也同樣對OPM進行了投資。OPM公司開發(fā)了激光選區(qū)熔化法(SLM)制備碳纖維增強PEKK的增材制造技術,并獲得了波音、諾斯洛普·格魯門公司(Northrop Grumman)和其他航空航天企業(yè)的生產許可。這對已經成為OPM大股東的Hexcel公司極具吸引力。于是,2017年12月,Hexcel收購了OPM位于美國南溫莎的空天防務業(yè)務。但OPM在此業(yè)務之外保留了3D打印PEKK技術,并作為其核心材料技術繼續(xù)開發(fā)。
DeFelice斷言:“所有PEKK都是不同的。Solvay和Arkema采用的是DuPont技術,屬于高溫合成,反應速度快,成本相對較低。但該方法也存在相當大的問題。”最初,熔化過程的穩(wěn)定性和PEKK聚合物的純度問題比較嚴重,一度曾對DuPont零部件的生產造成了困擾。隨著時間的推移,DuPont法不斷改進, 聚合物也有少許優(yōu)化,零部件生產的一致性更好。例如,除了之前提到的增材制造技術,OPM還開發(fā)了PEKK的注射成型和膜應用技術。“但我們一直都能看到PEKK各種生產工藝的改進?,F(xiàn)在回頭看最早的幾家開發(fā)企業(yè),還有第三家,也就是后來被BASF收購并輕易放棄了PAEK的Raychem公司。Raychem的技術屬于低溫合成(LTS),其與高溫合成HTS截然不同。”他還注意到,不同于生產片狀聚合物需要進行研磨才能與溶劑混合,制備預浸料和3D打印材料,這種低溫合成(LTS)技術能夠生產具有可控外形的球形粉末。由于低溫合成(LTS)技術是一種“冷”加工過程,這使得最終聚合物的分子重量和分子結構也更加可控。但是,該工藝過程速度較慢,生產成本相對略高。由于能夠直接制備球形粉末,無需研磨,因此可以抵消較低的生產效率。
OPM公司采用低溫合成技術開發(fā)的PEKK產品OXPEKK-LTS具有兩大優(yōu)點:過程可控和直接產出球形粉末。因為,再研磨過程中會碰到鋸齒狀聚合物,在后續(xù)的涂覆和預浸帶制備過程中很難實現(xiàn)均勻的堆疊。而球形的OXPEKK-LTS可以使預浸帶的制備精度更高?,F(xiàn)在我們能夠提高預浸帶的性能,同時通過原位聚合(ISC)實現(xiàn)真正的非熱壓罐(OOA)制造,這在原來的帶材尺寸精度下是不可能實現(xiàn)的。
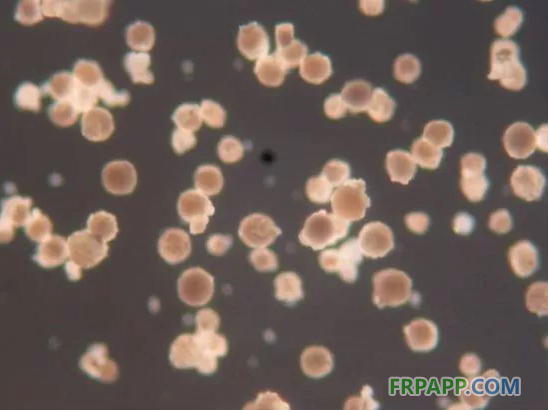
球形顆粒狀的OXPEKK-LTS能夠制造更加均一的熱塑性預浸帶,有助于通過一步法非熱壓罐原位固化法制造航空復合材料主結構部件。來源:OPM公司
那么,性能更優(yōu)的預浸帶能否與PEEK具有相仿的價格呢?DeFelice表示“空客及其供應商對主結構件用復合材料成本的討論極為復雜,并不單純與聚合物原料成本有關。原材料成本確實是總成本的一部分,但制造工藝和性能才是決定成本高低的關鍵因素。首先,PEKK的壓縮強度遠高于PEEK,這是PEKK的一個巨大優(yōu)勢。復合材料結構件的疲勞性能也更優(yōu),這意味著在相同性能指標條件下,可以采用更少的材料設計并制造更輕的部件。換句話講,我們開發(fā)了一種獲得更高比強度的方法。同時我們采用原位固化工藝,使得輕量化部件的生產能夠通過一步法完成,而非兩步法。”
OPM公司的研究并未停滯不前。DeFelice聲稱航空結構件中所有用于增強聚酮基復合材料預浸帶的碳纖維都無需上漿處理。這一點非常關鍵,因為上漿劑會使纖維在后續(xù)的加工過程中發(fā)生移動,可以預測,這必將降低產品的一致性。迄今為止,熱塑性聚芳醚酮(PAEK)航空復合材料主結構件使用的碳纖維均不進行上漿處理,因為現(xiàn)有的所有上漿劑都會對復合材料的力學性能產生負面影響。
“我們?yōu)镺XPEKK LTS開發(fā)了一種專用的化學試劑,將PEKK浸入溶劑并將該試劑作為上漿劑使用,能夠顯著提高后續(xù)的加工速率和預浸帶性能” DeFelice介紹說。這也為原位固化技術的應用奠定了基礎。“現(xiàn)在就有一個采用該技術生產大型航空結構件的商業(yè)案例。”
對于較厚預浸帶又如何呢?荷蘭航空航天中心(NLR)稱預浸帶厚度可以達到0.25英寸(0.635厘米),其生產效率能夠滿足每月生產60-70架飛機的工藝節(jié)拍。但生產速率與工藝精度相悖,因此需要在相關因素間尋求平衡。球形聚合物顆粒預浸過程的物理機制已經被成功建立。對這些顆粒的有效控制有助于在生產大型非熱壓罐航空結構件的過程中達到成本與性能目標,同時,強大的工具支持也為該技術滿足空客及其他企業(yè)的技術要求奠定了基礎。
以往的開發(fā)經歷使OPM工廠信心滿滿。DeFelice表示:“尚未有其他公司或個人開發(fā)出符合B基準值的航空航天用碳纖維增強PEKK復合材料3D打印技術,也沒有人開發(fā)出具有生物兼容性和良好性能的頭蓋骨、脊椎骨及其他骨科植入物,并獲得美國食品和藥物管理局(FDA)的許可。”
OXPEKK LTS產品將于今年年底面世,并將于2019年初開始商業(yè)化。










 魯ICP備2021047099號
魯ICP備2021047099號