





1 引 言
傳統(tǒng)的浴缸制造材料一般分為三大類:玻璃鋼、鋼和鑄鐵。玻璃鋼浴缸的表面硬度低,易劃傷,耐磨性差。鋼這種材料比較堅(jiān)硬耐用,鋼制浴缸需要有陶瓷或搪瓷覆蓋表層。鑄鐵是十分耐磨的材料,但是鑄鐵浴缸的缺點(diǎn)是保溫性能差,熱水會(huì)很快變涼。而最新流行的SMC (片狀模塑料)復(fù)合材料浴缸則能避免上述缺陷。
2 復(fù)合材料SMC (片狀模塑料)
SMC ( SheetMolding Compound)即片狀模塑料。六十年代中期,西德(Bayer公司)實(shí)現(xiàn)了SMC工業(yè)化生產(chǎn) , 1970年開(kāi)始在全世界迅速發(fā)展。SMC的發(fā)展已經(jīng)成為近30年來(lái)FRP (學(xué)稱纖維增強(qiáng)塑料,國(guó)內(nèi)習(xí)慣上稱之為玻璃鋼。它是以合成樹(shù)脂為基體材料,以玻璃纖維及其制品為增強(qiáng)材料組成的復(fù)合材料)最顯著的成就之一。
SMC主要原料由GF (專用紗) 、UP (不飽和樹(shù)脂) 、低收縮添加劑、MD (填料)及各種助劑組成,是樹(shù)脂基復(fù)合材料的一種。并在兩面用聚乙烯或聚丙烯薄膜包覆起來(lái)形成的片狀模壓材料。使用時(shí),只需將兩面的薄膜撕去,按制品的尺寸裁切、疊層、放入模具中加溫、加壓,即可得到所需的制品。SMC材料具有優(yōu)越的電絕緣性能、機(jī)械性能、熱穩(wěn)定性、耐化學(xué)防腐性,質(zhì)輕及工程設(shè)計(jì)容易、靈活等優(yōu)點(diǎn) ,其機(jī)械性能可以與部分金屬材料相媲美,其制造的產(chǎn)品具有良好的剛性、耐變形、使用溫度范圍大的優(yōu)點(diǎn)。
3 復(fù)合材料浴缸模壓模具設(shè)計(jì)
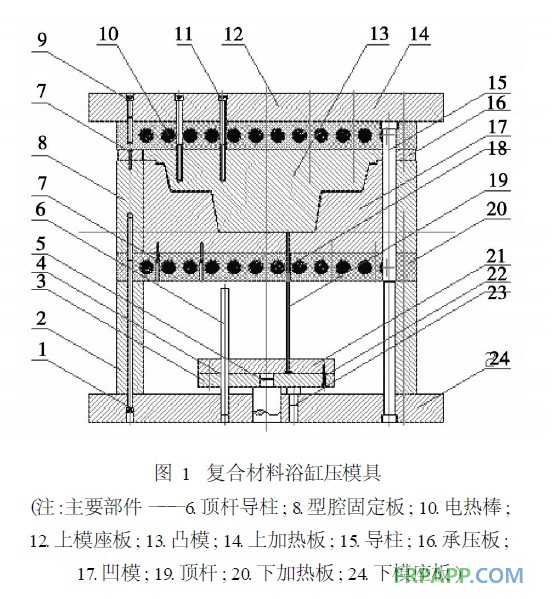
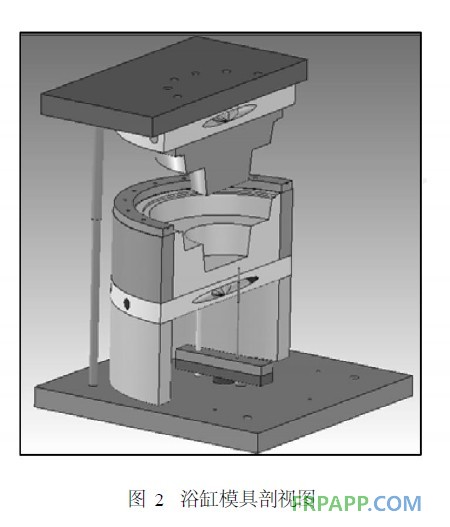
設(shè)計(jì)的圓形按摩式浴缸(圖1 ) 外部尺寸為:1620 ×1620 ×500 (mm) ,厚度為5mm,成型工藝采用模壓成型的工藝方式,浴缸模壓材料選用熱固型SMC (片狀模塑料) 。復(fù)合材料浴缸模壓模具(圖1)的設(shè)計(jì)主要由以下幾個(gè)部分: (1) 成型部分:包括凸、凹模; (2) 加熱部分:包括加熱板; ( 3) 支承部分: 包括墊板、固定板、承壓板; (4) 頂出機(jī)構(gòu)及導(dǎo)向裝置:包括導(dǎo)柱、頂桿導(dǎo)柱、導(dǎo)套、頂桿、拉桿; ( 5) 連接件:包括各部分螺釘?shù)取8倪M(jìn)和優(yōu)化了傳統(tǒng)的壓模結(jié)構(gòu)。用三維軟件建模如圖2。
適合于加工SMC模壓模具的材料有球墨鑄鐵、鍛鋼、鑄鋼、預(yù)硬化鋼、正火鋼等幾種。在選擇模具的材料時(shí),首先要考慮材料可以加工的尺寸, 然后要根據(jù)產(chǎn)品的具體情況,對(duì)模具材料的強(qiáng)度、堅(jiān)韌性、硬度、耐磨性、尺寸穩(wěn)定性、可加工性、可焊接性、可拋光性、材料價(jià)格等作出綜合選擇 。
4 模壓成型工藝分析
模壓成型工藝的基本過(guò)程是將一定量的經(jīng)過(guò)一定預(yù)處理的模壓料放入預(yù)熱的壓模內(nèi),施加較高的壓力使模壓料充滿模腔。在預(yù)定的溫度條件下,模壓料在模腔內(nèi)逐漸固化,然后將制品從壓模內(nèi)取出,再進(jìn)行必要的輔助加工即得到最終制品。片狀模塑料的模壓成型過(guò)程是首先將合乎要求的片狀模塑料剪裁成所需的形狀,揭去兩面的保護(hù)薄膜,按一定的要求疊合,然后放置在模具的適當(dāng)位置上,按規(guī)定的工藝參數(shù)加溫加壓成型 。
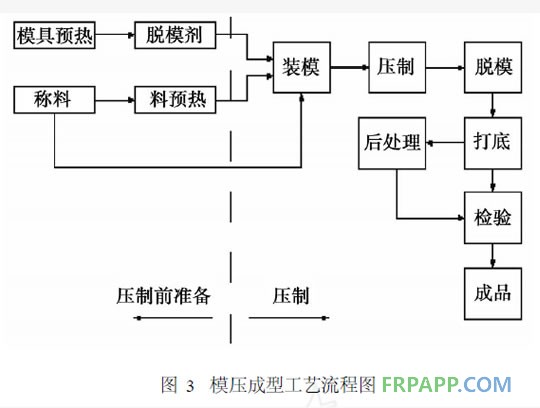
復(fù)合材料模壓制品的壓制工藝(圖3)壓料裝模后在固化劑存在或加熱的條件下在模腔內(nèi)固化成制品的過(guò)程。成型溫度和成型壓力共同影響著SMC制品的質(zhì)量,要在綜合考慮各種影響因素的情況下,確定出最佳的成型溫度、成型壓力及保壓時(shí)間 。
模壓成型工藝具有如下優(yōu)點(diǎn) :
(1)由于沒(méi)有澆注系統(tǒng),故原料的損失小(通常為制品質(zhì)量的2% —5% ) 。
(2)由于模腔內(nèi)的塑料所受的壓力較均勻,在壓力作用下所產(chǎn)生的流動(dòng)距離較短形變量較小,且流動(dòng)是多方向的。因此,制品的內(nèi)應(yīng)力很低,從而制品的翹曲變形也很小,機(jī)械性能較穩(wěn)定。
(3)特別適于成型不得翹曲的薄壁制品;可成型較大型平板狀,盆狀的制品。
模壓成型也存在如下缺點(diǎn):
(1)對(duì)存在凹陷、側(cè)面斜度或小孔等的復(fù)雜制品,可能不適合采用模壓方法成型。因?yàn)檫@要求模具的結(jié)構(gòu)較復(fù)雜,還可能發(fā)生熔體在較高壓力作用下流動(dòng)時(shí)使模具銷軸、側(cè)芯等彎曲,甚至折斷的現(xiàn)象。對(duì)壁厚大于9mm 的制品,尤其是厚壁小面積的制品。
(2)由于一般模壓料熔體的粘度很高,要使之完全充??赡艽嬖趩?wèn)題。為了保證熔體能完全充??赡鼙仨毎涯毫现糜谀G粌?nèi)的一個(gè)最佳位置,有時(shí)要把模壓料預(yù)制成特殊形狀的料坯。這對(duì)模具沒(méi)有提供一種把模壓料限制在某一特定位置的措施時(shí),顯得特別重要。
(3)固化階段結(jié)束并開(kāi)模取出制品時(shí),制品的剛度不同是要考慮的一個(gè)重要問(wèn)題。例如,三聚氰胺甲醛制品的硬度、剛度很高,酚醛制品較柔軟,未增強(qiáng)聚酯制品的剛性則相當(dāng)差。這樣,一套模具模壓成型無(wú)斜度或甚至有適度凹陷的酚醛制品時(shí),工作的可能很好。但同樣的模具對(duì)三聚氰胺甲醛而言,開(kāi)模要求高得多的壓力,可能會(huì)使制品凹陷處龜裂,而模壓聚酯制品時(shí),模具需要設(shè)置較多的頂桿。
5 結(jié) 語(yǔ)
拋開(kāi)了傳統(tǒng)的塑料制品的生產(chǎn)制造工藝,根據(jù)復(fù)合材料SMC的材料性能,選擇模壓壓制成型的工藝方式,在傳統(tǒng)的典型的壓模結(jié)構(gòu)設(shè)計(jì)的基礎(chǔ)上進(jìn)行了改進(jìn)和優(yōu)化,將材料的優(yōu)良性能和模壓工藝的優(yōu)點(diǎn)完美的結(jié)合起來(lái),達(dá)到了優(yōu)化、簡(jiǎn)便、適用和經(jīng)濟(jì)的理想效果。









 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)