





1 范圍
本規(guī)范規(guī)定了加油站用埋地鋼-玻璃纖維增強(qiáng)塑料雙層油罐的材料、制造、檢驗(yàn)和驗(yàn)收、標(biāo)記和出廠文件、運(yùn)輸及儲(chǔ)存、安裝等的要求。
本規(guī)范適用于加油站存儲(chǔ)汽油、柴油等車用液體燃油儲(chǔ)存壓力為-2kPa至3kPa的埋地鋼-玻璃纖維增強(qiáng)塑料雙層油罐。
2 規(guī)范性引用文件
下列文件對于本規(guī)范的應(yīng)用是必不可少的。凡是注日期的引用文件,僅注日期的版本適用于本規(guī)范。凡是不注日期的引用文件,其最新版本(包括所有的修改單)適用于本規(guī)范。
GB 713 鍋爐和壓力容器用鋼板
GB/T 1446 纖維增強(qiáng)塑料性能試驗(yàn)方法總則
GB/T 1447 纖維增強(qiáng)塑料拉伸性能試驗(yàn)方法
GB/T 1448 纖維增強(qiáng)塑料壓縮性能試驗(yàn)方法
GB/T 1449 纖維增強(qiáng)塑料彎曲性能試驗(yàn)方法
GB 1589 道路車輛外廓尺寸、軸荷及質(zhì)量限值
GB/T 1843 塑料懸臂梁沖擊強(qiáng)度的測定
GB 3274 碳素結(jié)構(gòu)鋼和低合金結(jié)構(gòu)鋼 熱軋厚鋼板和鋼帶
GB/T 3854 增強(qiáng)塑料巴氏(巴柯爾)硬度試驗(yàn)方法
GB/T 8237 纖維增強(qiáng)塑料用液體不飽和聚酯樹脂
GB 17470 玻璃纖維短切原絲氈和連續(xù)原絲氈
GB 17930 車用汽油
GB/T 18369 無堿玻璃纖維無捻粗紗
GB/T 18370 無堿玻璃纖維無捻粗紗布
GB 19147 車用柴油(IV)
GB/T 30040 雙層罐滲漏檢測系統(tǒng)
GB 50156 汽車加油加氣站設(shè)計(jì)與施工規(guī)范
GB 50461 石油化工靜設(shè)備安裝工程施工質(zhì)量驗(yàn)收規(guī)范
JB/T 4730 承壓設(shè)備無損檢測
NB/T 47003.1 鋼制焊接常壓容器
SH 3097 石油化工靜電接地設(shè)計(jì)規(guī)范
ASTM G152 非金屬材料曝露用明焰碳弧燈設(shè)備標(biāo)準(zhǔn)操作規(guī)程 (Standard practice foroperating open flame carbon arc light apparatus for exposure of nonmetallicmaterials)
ASTM G153 非金屬材料曝露用密閉碳弧燈設(shè)備標(biāo)準(zhǔn)操作規(guī)程 (Standard practice for operating enclosed carbon arc lightapparatus for exposure of nonmetallic materials)
ASTM D471 液體對橡膠性能影響的試驗(yàn)方法 (Standard test method for rubberproperty-effect of liquids)
3 術(shù)語和定義
下列術(shù)語和定義適用于本規(guī)范。
3.1 埋地雙層油罐buried double skin oil tanks
采用覆土方式埋設(shè)在地下的、具有獨(dú)立的內(nèi)層和外層罐殼體且內(nèi)外層罐殼體之間連接可靠并具有貫通間隙的儲(chǔ)存車用燃油的臥式油罐。
3.2 設(shè)計(jì)壓力 design pressure
設(shè)定的油罐內(nèi)層罐頂部的最高壓力,其值不得低于工作壓力。
3.3 工作壓力working pressure
操作過程中油罐內(nèi)層罐頂部可能出現(xiàn)的最大壓力。
3.4 貫通間隙 interstitial space
用于監(jiān)測油罐雙層結(jié)構(gòu)完好性的內(nèi)層罐殼體與外層罐殼體之間的連通空間。
3.5 滲漏 leakage
油罐儲(chǔ)存介質(zhì)或外部土壤環(huán)境介質(zhì)進(jìn)入貫通間隙中的過程。
3.6 滲漏檢測系統(tǒng) leak detection system
對油罐的泄漏情況進(jìn)行檢測、顯示及報(bào)警的設(shè)施。
3.7 滲漏檢測立管 reservoir
從油罐頂部至油罐底端且與貫通間隙連通,用于油罐滲漏檢測的部件。
3.8 固定錨帶 strap
用于固定油罐防止其發(fā)生漂移或浮動(dòng)的扁形帶。
3.9 漏涂缺陷檢測 holiday test
采用電火花法對油罐外表面的微小缺陷或針孔進(jìn)行的檢測。
3.10 埋深 buried depth
油罐殼體頂部到地表面的垂直距離。
4 基本規(guī)定
4.1 油罐的設(shè)計(jì)、制造、檢驗(yàn)和驗(yàn)收除應(yīng)符合本規(guī)范的規(guī)定外,尚應(yīng)符合現(xiàn)行有關(guān)標(biāo)準(zhǔn)和規(guī)范的要求。
4.2 油罐的制造應(yīng)在工廠內(nèi)完成。
4.3 油罐的設(shè)計(jì)由制造單位完成,油罐制造單位應(yīng)依據(jù)委托方所提供的設(shè)計(jì)條件進(jìn)行設(shè)計(jì),油罐設(shè)計(jì)文件至少應(yīng)包括強(qiáng)度及穩(wěn)定計(jì)算書、設(shè)計(jì)圖樣、技術(shù)條件、使用說明書;油罐制造單位應(yīng)對設(shè)計(jì)文件的正確性和完整性負(fù)責(zé),并應(yīng)在油罐設(shè)計(jì)使用年限內(nèi)保存全部油罐設(shè)計(jì)文件。
4.4 油罐的設(shè)計(jì)使用年限不得低于20年。
4.5 油罐設(shè)計(jì)壓力不應(yīng)低于80KPa。
4.6 油罐最低使用溫度不應(yīng)低于-20℃,最高使用溫度不應(yīng)高于60℃。
4.7 油罐設(shè)置于非行車道下時(shí),埋深不應(yīng)小于500mm;設(shè)置于行車道下方時(shí),埋深不應(yīng)小于900mm;
4.8 最大埋深不宜超過2100mm。
4.9 油罐應(yīng)水平放置于帶回填材料的基床上,油罐本身不應(yīng)設(shè)置支座。
4.10 油罐設(shè)計(jì)時(shí)應(yīng)考慮以下載荷:
a)設(shè)計(jì)壓力;
b)油罐儲(chǔ)存介質(zhì)的液柱靜壓力,靜壓力應(yīng)按照可能存儲(chǔ)介質(zhì)的最大密度進(jìn)行計(jì)算;
c)油罐自重(包括內(nèi)件及其附件)以及正常工作條件下或試驗(yàn)狀態(tài)下內(nèi)裝介質(zhì)的重力載荷;
d)回填材料、地面設(shè)施的重力載荷;
e)當(dāng)設(shè)置在車行道下方時(shí),通行車輛產(chǎn)生的重力載荷;
f)運(yùn)輸或吊裝時(shí)的作用力;
g)地下水完全浸沒油罐時(shí)產(chǎn)生的浮力;
h)地震載荷;
i)連接管和其它部件的作用力;
j)沖擊載荷。
4.11 當(dāng)油罐處于車行道下方時(shí),在埋深不小于900mm的條件下,油罐應(yīng)能承受GB 1589規(guī)定的具有六軸的汽車列車最大允許總質(zhì)量最大限值產(chǎn)生的重力載荷。
4.12 油罐公稱直徑不宜大于2800mm,其總長度不應(yīng)大于公稱直徑的8倍。
4.13 油罐應(yīng)設(shè)置固定錨帶,固定錨帶設(shè)計(jì)拉力應(yīng)大于1.5倍油罐完全浸沒時(shí)產(chǎn)生的浮力和回填材料重力載荷之差,固定束帶應(yīng)和抗浮基礎(chǔ)可靠連接。
4.14 油罐的參考規(guī)格尺寸及命名參見附錄A。
附錄 A
(資料性附錄)
油罐參考規(guī)格尺寸及命名
A.1 油罐的參考規(guī)格和尺寸可按表A.1。
表A.1 雙層油罐的規(guī)格和尺寸

A.2 雙層油罐的參考命名及其含義
SF-DNXXXX-XXXX
SF:鋼-玻璃纖維增強(qiáng)塑料雙層罐
DNXXXX:公稱容積
XXXX:公稱直徑
5. 材料
5.1 油罐用材料選用應(yīng)考慮使用條件、材料的性能、制造工藝以及經(jīng)濟(jì)合理性。
5.2 油罐用材料應(yīng)具有材料生產(chǎn)單位的質(zhì)量證明文件,制造單位應(yīng)按照質(zhì)量證明文件進(jìn)行驗(yàn)收,必要時(shí)制造單位應(yīng)對所使用的材料進(jìn)行復(fù)驗(yàn);制造單位應(yīng)對所取得的材料及材料質(zhì)量證明文件的真實(shí)性和一致性負(fù)責(zé)。
5.3 油罐材料應(yīng)符合相應(yīng)安全技術(shù)規(guī)范、標(biāo)準(zhǔn)的規(guī)定,滿足油罐安全使用要求。油罐制造單位自行制作或配置的油罐主體用材料應(yīng)符合本規(guī)范的要求,并對材料質(zhì)量負(fù)責(zé)。用于制造油罐殼體的樹脂,應(yīng)復(fù)驗(yàn)熱變形溫度。
5.4 制造單位應(yīng)保存所使用的樹脂和固化劑的有關(guān)文件,主要包括合格證、標(biāo)記、生產(chǎn)批次、生產(chǎn)日期和儲(chǔ)存期。
5.5 內(nèi)層罐殼體材料可選用Q235B、Q245R或Q345R,Q235B應(yīng)符合GB 3274的規(guī)定,Q245R和Q345R應(yīng)符合GB 713的規(guī)定。
5.6 玻璃纖維增強(qiáng)塑料基體材料應(yīng)采用GB/T 8237中的CE、CEE和CM型液體不飽和聚酯樹脂,制造單位可根據(jù)需要加入其它助劑;樹脂應(yīng)無雜質(zhì)、無懸浮物、無粘稠塊狀、無分層現(xiàn)象。
5.7 玻璃纖維增強(qiáng)塑料的增強(qiáng)材料應(yīng)采用無堿玻璃纖維制成的紗、布和氈,修補(bǔ)時(shí)應(yīng)采用無堿玻璃纖維無捻粗紗布。無捻玻璃纖維紗應(yīng)符合GB/T 18369的規(guī)定,無捻玻璃纖維布應(yīng)符合GB/T 18370的規(guī)定,短切原絲氈應(yīng)符合GB/T 17470的規(guī)定。增強(qiáng)材料應(yīng)使用與液體不飽和聚酯樹脂相匹配的增強(qiáng)型浸潤劑。
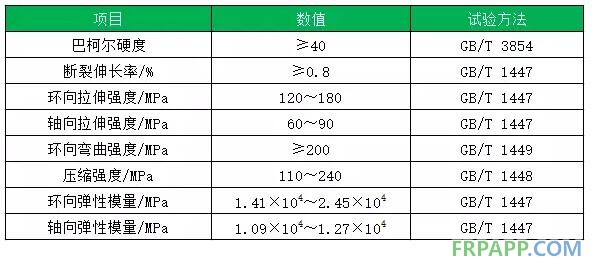
5.8 采用纏繞法工藝制作油罐外層罐殼體時(shí),玻璃纖維增強(qiáng)塑料成品的力學(xué)性能保證值應(yīng)符合表5.8的規(guī)定。
表5.8 纏繞法制作的油罐殼體玻璃纖維增強(qiáng)塑料成品的力學(xué)性能
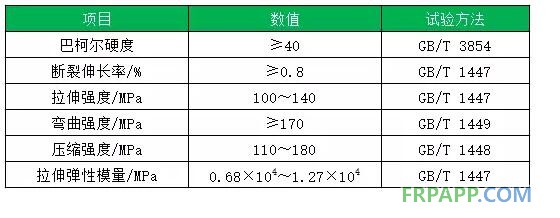
5.9 采用噴射法工藝制作油罐殼體時(shí),玻璃纖維增強(qiáng)塑料成品的力學(xué)性能保證值應(yīng)符合表5.9的規(guī)定。
表5.9 噴射法制作的油罐殼體玻璃纖維增強(qiáng)塑料成品的力學(xué)性能
5.10 采用手糊法工藝制作的玻璃纖維增強(qiáng)塑料成品的力學(xué)性能保證值應(yīng)符合表5.10的規(guī)定。
表5.10手糊法工藝制作玻璃纖維增強(qiáng)塑料成品的力學(xué)性能

6. 結(jié)構(gòu)
6.1一般規(guī)定
6.1.1 油罐內(nèi)層罐殼體為鋼制,外層罐殼體為玻璃纖維增強(qiáng)塑料;外層罐應(yīng)完整包容內(nèi)層罐,外層罐殼體和內(nèi)層罐殼體之間應(yīng)形成連續(xù)的貫通間隙,油罐內(nèi)層罐和外層罐殼體之間應(yīng)設(shè)置可靠的支撐,油罐典型結(jié)構(gòu)見圖6.1.1。
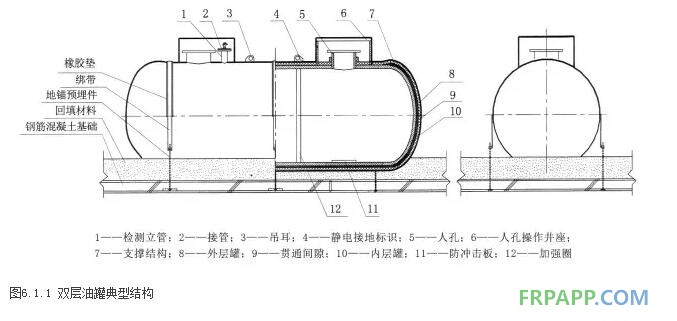
6.1.2 油罐應(yīng)設(shè)置不少于兩個(gè)的鋼制吊耳,吊耳起吊能力不應(yīng)小于油罐自重的兩倍。
6.2 內(nèi)層罐
6.2.1 內(nèi)層罐設(shè)計(jì)應(yīng)符合NB/T 47003.1的要求。
6.2.2 內(nèi)層罐殼體(筒體、封頭)最小公稱厚度應(yīng)不小于表6.2.2的規(guī)定。
表6.2.2 內(nèi)層罐殼體最小公稱厚度

6.3 外層罐
6.3.1 外層罐殼壁應(yīng)由富樹脂層和結(jié)構(gòu)層組成。當(dāng)采用纏繞法工藝時(shí),外層罐殼體外側(cè)應(yīng)設(shè)置富樹脂層,厚度不應(yīng)小于0.2mm。
6.3.2 結(jié)構(gòu)層應(yīng)采用無捻玻璃纖維粗紗或玻璃織物增強(qiáng),采用纏繞法工藝時(shí),樹脂含量宜為(35±5)%;采用噴射法工藝時(shí),樹脂含量宜為(70±5)%;富樹脂層的樹脂含量不應(yīng)小于90%。
6.3.3不包括富樹脂層的外層罐殼體厚度不應(yīng)小于4mm。
6.3.4 外層罐封頭應(yīng)采用標(biāo)準(zhǔn)橢圓封頭。
6.4 貫通間隙
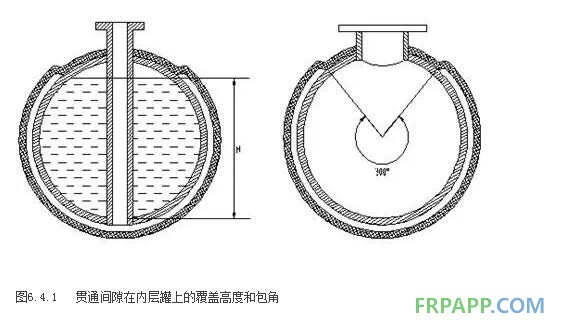
6.4.1 貫通間隙在內(nèi)層罐上覆蓋范圍不得低于內(nèi)層罐最高充裝液位H,且橫截面的包角不得小于300°,如圖6.4.1所示。
6.4.2 貫通間隙應(yīng)連續(xù)貫通、無盲區(qū)。
6.4.3 貫通間隙寬度應(yīng)和使用的滲漏檢測方法相適應(yīng),并能夠進(jìn)行外層罐殼體耐壓試驗(yàn)。
6.4.4 貫通間隙不得與內(nèi)層罐連通。
6.4.5 貫通間隙容積應(yīng)根據(jù)油罐總?cè)莘e確定,其容積由式(6.4.5)確定。
6.4.5——V1=(0.002~0.02)V2
式中:
V1——油罐所需貫通間隙容積,不含測漏檢測井及測漏檢測立管,m³;
V2——油罐總?cè)莘e,m³。
6.5 滲漏檢測系統(tǒng)
6.5.1 油罐應(yīng)設(shè)置滲漏檢測系統(tǒng),滲漏檢測系統(tǒng)安全或環(huán)境保護(hù)等級(jí)不應(yīng)低于GB/T 30040中Ⅲ級(jí)的規(guī)定。
6.5.2 油罐滲漏檢測系統(tǒng)所用的液體傳感器檢測精度不應(yīng)大于3.5mm。
6.5.3 裝設(shè)液體或氣體傳感器的滲漏檢測立管應(yīng)滿足下列要求:
a) 檢測立管應(yīng)采用鋼管,公稱直徑宜為80mm,壁厚不宜小于4mm;
b) 檢測立管應(yīng)在油罐上獨(dú)立設(shè)置;
c) 檢測立管應(yīng)位于油罐頂部的縱向中心線上;
d) 檢測立管的底部管口應(yīng)與油罐貫通間隙相連通,頂部管口應(yīng)設(shè)置密封蓋;
e) 檢測立管與內(nèi)層罐的連接應(yīng)采用雙面焊全焊透結(jié)構(gòu);
f) 檢測立管應(yīng)滿足人工檢測和在線監(jiān)測的要求,并應(yīng)能及時(shí)發(fā)現(xiàn)內(nèi)層罐和外層罐殼體任何部位出現(xiàn)的滲漏。
6.6 人孔及接合管
6.6.1 油罐的進(jìn)油接合管、出油接合管、通氣結(jié)合管、量油孔、潛油泵安裝口等應(yīng)設(shè)置于人孔蓋上,油罐各類接合管應(yīng)為鋼制。
6.6.2 油罐進(jìn)油接合管應(yīng)伸至罐內(nèi)距內(nèi)層罐底50mm~100mm處。進(jìn)油立管的底端應(yīng)為45°斜管口或T形管口,進(jìn)油管管壁上不得有與油罐氣相空間相通的開口。
6.6.3 量油孔接合管中心線應(yīng)垂直于水平面,且應(yīng)通過油罐軸線。
6.6.4 量油孔接合管宜向下伸至罐內(nèi)距罐底200mm處,并應(yīng)有檢尺時(shí)使接合管內(nèi)液位與罐內(nèi)液位相一致的技術(shù)措施。
6.6.5 油罐應(yīng)設(shè)置通氣管,其公稱直徑不應(yīng)小于50mm。
6.6.6 油罐應(yīng)設(shè)置不少于一個(gè)的人孔,人孔公稱直徑宜為600mm。人孔筒節(jié)應(yīng)采用和內(nèi)層罐筒體相同的材料,人孔蓋應(yīng)采用鋼制。人孔應(yīng)位于油罐頂部縱向中心線上并高出外層罐筒體外表面至少150mm。人孔用墊片材質(zhì)應(yīng)采用與儲(chǔ)存介質(zhì)相適應(yīng)的材料。
6.6.7 油罐應(yīng)設(shè)置人孔操作井座,井座宜采用圓筒形筒體,內(nèi)徑D宜為1200mm或1350mm,伸出油罐殼體高度H宜為500mm,人孔操作井座和人孔操作井的連接應(yīng)保證密封。人孔操作井座典型結(jié)構(gòu)見圖6.6.7
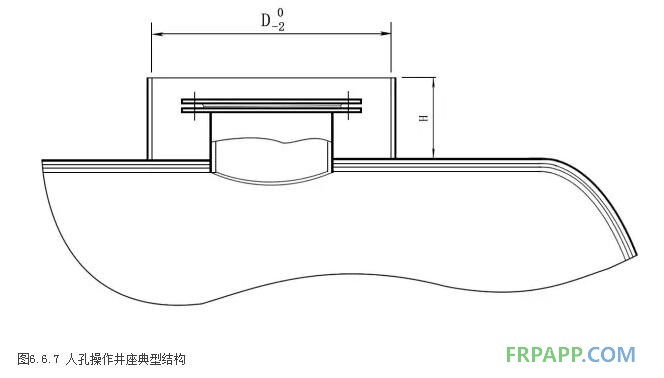
6.6.8 人孔操作井座筒體宜采用和外層罐筒體相同的材料,筒體厚度不應(yīng)小于8mm,并應(yīng)與外層罐筒體可靠連接;當(dāng)人孔操作井座筒體采用金屬材料時(shí),筒體厚度不應(yīng)小于6mm,應(yīng)于內(nèi)層罐筒體可靠連接,并應(yīng)采用適當(dāng)?shù)姆栏胧?/div>
6.7 防雷、靜電接地
6.7.1 油罐防靜電設(shè)計(jì)應(yīng)符合GB 50156和SH 3097的規(guī)定。
6.7.2 油罐頂部金屬部件和油罐內(nèi)各金屬部件應(yīng)與非埋地工藝金屬管道相互做電氣連接并接地。
7 制造
7.1制造單位應(yīng)當(dāng)建立油罐質(zhì)量管理體系,制定質(zhì)量管理體系文件。
7.2油罐制造人員及檢查人員應(yīng)經(jīng)過培訓(xùn)后上崗,制造單位應(yīng)建立制造人員及檢查人員技術(shù)檔案。
7.3內(nèi)層罐的制造宜符合NB/T47003.1的規(guī)定。
7.4外層罐的制造:
7.4.1外層罐的制造應(yīng)在內(nèi)層罐殼體檢驗(yàn)和壓力試驗(yàn)合格后進(jìn)行。
7.4.2外層罐殼體應(yīng)采用噴射成形或纏繞成形工藝,修補(bǔ)時(shí)可采用手糊成形工藝。
7.4.3外層罐殼體成形和粘接工藝應(yīng)進(jìn)行工藝評(píng)定,工藝評(píng)定試樣力學(xué)性能試驗(yàn)結(jié)果應(yīng)符合本規(guī)范5.8條~5.10條的規(guī)定。
7.4.4采用噴射成形工藝時(shí),宜分多次噴射達(dá)到設(shè)計(jì)規(guī)定厚度,每次的噴射厚度宜為1.5mm左右,間隔時(shí)間約為30min。間隔期間應(yīng)采取措施防止未固化的玻璃纖維增強(qiáng)塑料流掛,一般可使用連續(xù)旋轉(zhuǎn)法。
7.4.5修補(bǔ)時(shí)的材料應(yīng)與外層罐殼體材料相同。修補(bǔ)層與原玻璃纖維增強(qiáng)塑料層的搭接寬度應(yīng)不小于50mm,液體不飽和聚酯樹脂的質(zhì)量含量應(yīng)不低于40%。
7.4.6修補(bǔ)處的漏點(diǎn)或損壞的部分應(yīng)用砂輪機(jī)或利刀刃清理干凈,且應(yīng)將周邊的玻璃纖維增強(qiáng)塑料層磨成斜坡面后進(jìn)行修補(bǔ)。厚度不應(yīng)小于主體的厚度。
7.4.7修補(bǔ)部位完全固化后,應(yīng)重新進(jìn)行漏涂缺陷檢測。
7.4.8油罐制造單位應(yīng)對實(shí)際的粘接情況進(jìn)行檢查,并符合以下要求:
a) 粘接的粘接劑其性能不應(yīng)低于外層罐樹脂的性能;
b) 接管和筒體的粘接處應(yīng)當(dāng)按照設(shè)計(jì)規(guī)定進(jìn)行補(bǔ)強(qiáng);
c) 固化時(shí)間和溫度應(yīng)符合工藝要求;
d) 采用纖維纏繞時(shí),應(yīng)當(dāng)使內(nèi)襯具備工藝規(guī)定的厚度和硬度;
e) 粘接試驗(yàn)用層合板應(yīng)當(dāng)取自外層罐或平層合板;
f) 平層合板材料應(yīng)當(dāng)與外層罐相同。
7.4.9外層罐殼體表面固化應(yīng)達(dá)到以下要求:用手指按壓殼體表面或用棉花蘸丙酮在殼體表面擦拭3遍~5遍,如前者發(fā)現(xiàn)沾手,后者發(fā)現(xiàn)棉花變黃,則判定表面固化度不合格。當(dāng)超過常溫固化期限仍有固化不完全現(xiàn)象時(shí)應(yīng)進(jìn)行返工。
8 檢驗(yàn)和驗(yàn)收
8.1一般規(guī)定
8.1.1油罐成品應(yīng)逐個(gè)進(jìn)行出廠檢驗(yàn);有下列情況之一時(shí),每一種公稱直徑的油罐均應(yīng)進(jìn)行型式檢驗(yàn);出廠檢驗(yàn)和型式檢驗(yàn)項(xiàng)目應(yīng)符合表8.1的規(guī)定:
a) 產(chǎn)品第一次進(jìn)行生產(chǎn)時(shí);
b) 正式生產(chǎn)后,如結(jié)構(gòu)、材料、工藝有較大改變,可能影響產(chǎn)品性能時(shí);
c) 產(chǎn)品長期停產(chǎn)后,恢復(fù)生產(chǎn)時(shí);
d) 出廠試驗(yàn)結(jié)果與上次型式試驗(yàn)有較大差別時(shí);
e) 國家質(zhì)量監(jiān)督機(jī)構(gòu)提出進(jìn)行型式檢驗(yàn)要求時(shí)。

8.1.2油罐正常生產(chǎn)兩年后,應(yīng)每五年對典型尺寸產(chǎn)品進(jìn)行一次驗(yàn)證檢驗(yàn),驗(yàn)證檢驗(yàn)項(xiàng)目同表8.1.1的型式檢驗(yàn)。
8.2內(nèi)層罐檢驗(yàn)
8.2.1內(nèi)層罐制作完畢后,除按NB/T47003.1的規(guī)定進(jìn)行檢驗(yàn)外,還應(yīng)符合本規(guī)范的要求。
8.2.2內(nèi)層罐對接焊接接頭應(yīng)進(jìn)行局部射線或超聲檢測。檢測長度不得小于各條焊接接頭長度的20%,局部無損檢測應(yīng)優(yōu)先選擇T形接頭部位。
8.2.3對接焊接接頭的無損檢測應(yīng)按JB/T4730.2、JB/T4730.3中的規(guī)定進(jìn)行,要求如下:
a) 焊接接頭的射線檢測技術(shù)等級(jí)為AB級(jí),質(zhì)量等級(jí)為Ⅲ級(jí)合格;
b) 焊接接頭的超聲檢測技術(shù)等級(jí)為B級(jí),質(zhì)量等級(jí)為Ⅱ級(jí)合格。
8.2.4內(nèi)層罐制作完成后,應(yīng)進(jìn)行壓力試驗(yàn),試驗(yàn)用壓力表精度不應(yīng)低于2.5級(jí),試驗(yàn)介質(zhì)應(yīng)為溫度不低于5℃的潔凈水,試驗(yàn)壓力應(yīng)為100kPa。試驗(yàn)時(shí)緩慢升壓至100kPa,保壓10min,然后降至80kPa,保壓不少于30min,以不降壓、無泄漏和無變形為合格。壓力試驗(yàn)后,應(yīng)及時(shí)清除罐內(nèi)的積水等污物。
8.3外觀檢驗(yàn)和尺寸檢查
8.3.1油罐外表面應(yīng)在充足的日照下進(jìn)行目測外觀檢查,外表面應(yīng)平整光滑,不應(yīng)有雜質(zhì)、纖維外露、裂紋、劃痕、疵點(diǎn)、白化和嚴(yán)重色澤不均現(xiàn)象;在任意300mm×300mm面積內(nèi),最大直徑為3mm的氣泡不得超過2個(gè),每個(gè)氣泡最大深度不得超過外層罐殼體厚度的1/5且不超過1mm。
8.3.2油罐應(yīng)進(jìn)行尺寸檢查并符合下列要求:
a) 油罐總長度(外層罐封頭頂點(diǎn)間的距離)偏差應(yīng)小于總長度的0.5%;
b) 油罐法蘭與接管中心線垂直度偏差應(yīng)不大于1°,垂直度偏差檢查應(yīng)采用500×300mm的角尺進(jìn)行檢查;
c) 采用精度1mm的測量工具進(jìn)行油罐接管方位檢查,偏差不應(yīng)大于5mm。
8.4厚度檢測
8.4.1油罐外層罐殼體應(yīng)進(jìn)行厚度檢測,實(shí)測厚度不應(yīng)小于設(shè)計(jì)厚度。
8.4.2檢測點(diǎn)沿外表面均布且間隔不大于600mm。
8.4.3測量工具應(yīng)采用精度不大于0.01mm的超聲波測厚儀。
8.5巴柯爾硬度檢測
8.5.1油罐殼體應(yīng)按照GB/T3854進(jìn)行巴柯爾硬度檢測,實(shí)測硬度值不應(yīng)小于40。
8.5.2測試點(diǎn)宜沿被測試部件外表面均布,封頭、筒體的檢測點(diǎn)不應(yīng)少于10個(gè),加強(qiáng)構(gòu)件等部件檢測點(diǎn)不應(yīng)少于5個(gè)。
8.6漏涂缺陷檢測
8.6.1油罐外層罐殼體應(yīng)采用電火花檢測法進(jìn)行100%漏涂缺陷檢測。
8.6.2檢測電壓為15kV直流電壓,以無電火花為合格。
8.7力學(xué)和物理性能檢驗(yàn)
8.7.1成品油罐外層罐殼體應(yīng)進(jìn)行力學(xué)性能試驗(yàn),力學(xué)性能試驗(yàn)項(xiàng)目和結(jié)果應(yīng)符合本規(guī)范5.8條、5.9條的規(guī)定。
8.7.2成品油罐殼體的物理性能檢驗(yàn)應(yīng)按附錄B的規(guī)定進(jìn)行。
8.8沖擊試驗(yàn)
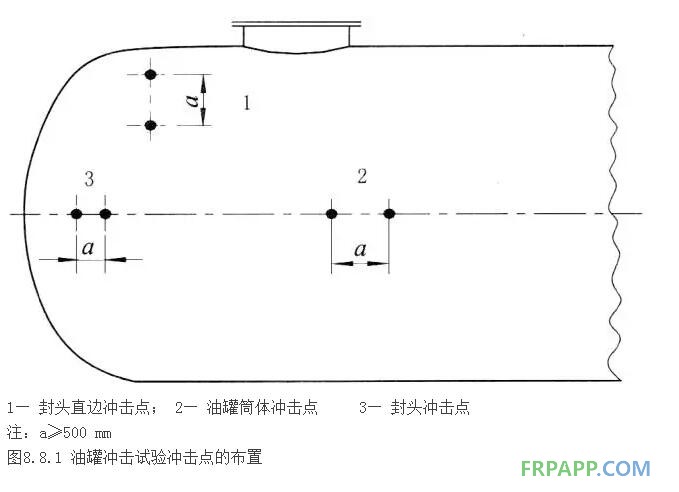
8.8.1沖擊試驗(yàn)的沖擊點(diǎn)應(yīng)分別位于封頭、油罐封頭直邊和筒體三個(gè)部位,每個(gè)部位分別取2個(gè)沖擊點(diǎn),沖擊點(diǎn)的布置見圖8.8.1。
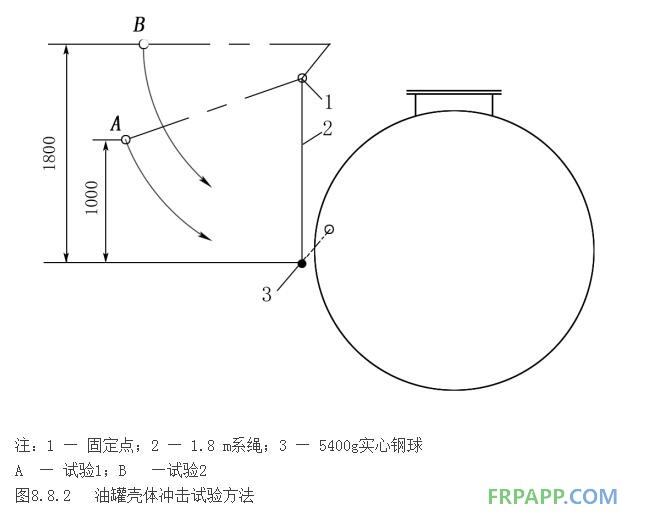
 8.8.2沖擊試驗(yàn)由系在長1.8m細(xì)繩上的重5400g的實(shí)心鋼球?qū)τ凸逇んw沖擊點(diǎn)的沖擊完成,試驗(yàn)溫度為常溫,系繩一端固定在沖擊點(diǎn)正上方,將球向后擺,使其離開沖擊點(diǎn)的垂直距離達(dá)到要求的試驗(yàn)高度,然后向沖擊點(diǎn)自由擺動(dòng)完成沖擊。每一處試驗(yàn)部位分別在兩個(gè)沖擊點(diǎn)上進(jìn)行沖擊,試驗(yàn)高度分別為1000mm、1800mm。試驗(yàn)方法按圖8.8.2執(zhí)行。
8.8.2沖擊試驗(yàn)由系在長1.8m細(xì)繩上的重5400g的實(shí)心鋼球?qū)τ凸逇んw沖擊點(diǎn)的沖擊完成,試驗(yàn)溫度為常溫,系繩一端固定在沖擊點(diǎn)正上方,將球向后擺,使其離開沖擊點(diǎn)的垂直距離達(dá)到要求的試驗(yàn)高度,然后向沖擊點(diǎn)自由擺動(dòng)完成沖擊。每一處試驗(yàn)部位分別在兩個(gè)沖擊點(diǎn)上進(jìn)行沖擊,試驗(yàn)高度分別為1000mm、1800mm。試驗(yàn)方法按圖8.8.2執(zhí)行。
8.9貫通間隙壓力試驗(yàn)
8.9.1貫通間隙應(yīng)進(jìn)行壓力試驗(yàn),緩慢加壓至35kPa,保壓30min,以不降壓、無泄漏為合格。
8.9.2貫通間隙應(yīng)進(jìn)行真空試驗(yàn),緩慢抽空至-35kPa,保壓30min,以不降壓、無泄漏為合格。
8.9.3試驗(yàn)介質(zhì)應(yīng)采用干燥、清潔的空氣。
8.10外壓試驗(yàn)
8.10.1油罐應(yīng)進(jìn)行外壓試驗(yàn),試驗(yàn)時(shí)油罐應(yīng)安裝在專用的測試坑中。
8.10.2外壓試驗(yàn)應(yīng)符合以下要求:
a) 空油罐安裝在測試坑中并回填至罐頂以上900mm,保持油罐填埋狀態(tài)1h,油罐應(yīng)無破裂、泄露或其他損壞;
b) 向測試坑注潔凈水至罐頂以上2100mm,保持浸沒狀態(tài)24h,油罐不得出現(xiàn)泄露、破裂、內(nèi)爆;
c) 油罐處于浸沒狀態(tài)時(shí),將內(nèi)層管抽空至-18kPa,保壓1min,不得出現(xiàn)泄露、破裂、內(nèi)爆。
附錄 B
(規(guī)范性附錄)
物理性能檢驗(yàn)方法
B.1 物理性試驗(yàn)的項(xiàng)目
成品油罐外層罐殼體物理性能試驗(yàn)的項(xiàng)目包括:彎曲強(qiáng)度、懸臂梁沖擊強(qiáng)度和低溫沖擊對比試驗(yàn)。彎曲強(qiáng)度和懸臂梁沖擊強(qiáng)度試驗(yàn)除應(yīng)符合GB/T1446的規(guī)定外,還應(yīng)符合GB/T1449和GB/T1843的要求。懸臂梁沖擊強(qiáng)度缺口類型為A型。
B.2 熱空氣老化試驗(yàn)
B.2.1 從成品油罐外層罐殼體上切取熱空氣老化試驗(yàn)樣坯6個(gè),樣坯尺寸宜為400mm×250mm,樣坯250mm的邊應(yīng)和油罐軸向平行,以該樣坯制作一個(gè)150mm×250mm試樣和一個(gè)250mm×250mm試樣。兩個(gè)試樣應(yīng)分別標(biāo)識(shí),前者作為驗(yàn)收試樣,后者作為性能檢驗(yàn)試樣,性能檢驗(yàn)試樣應(yīng)采用試驗(yàn)樣坯所用樹脂封邊。
B.2.2 將性能檢驗(yàn)試樣在溫度為70°C的空氣循環(huán)烤箱中分別放置30d、90d和180d,每一工況應(yīng)試驗(yàn)兩個(gè)性能檢驗(yàn)試樣。
B.2.3 對同一樣坯制作的驗(yàn)收試樣和性能檢驗(yàn)試樣分別進(jìn)行物理性能試驗(yàn),經(jīng)熱空氣老化試驗(yàn)后性能檢驗(yàn)試樣物理性能試驗(yàn)結(jié)果不得小于驗(yàn)收試樣試驗(yàn)結(jié)果的80%。
B.3 光水暴露試驗(yàn)
B.3.1 從成品油罐外層罐殼體上切取光水暴露試驗(yàn)樣坯5個(gè),樣坯尺寸宜為400mm×250mm,樣坯250mm的邊應(yīng)和油罐軸向平行,以該樣坯制作一個(gè)150mm×250mm試樣和一個(gè)250mm×250mm試樣。兩個(gè)試樣應(yīng)分別標(biāo)識(shí),前者作為驗(yàn)收試樣,后者作為性能檢驗(yàn)試樣,性能檢驗(yàn)試樣應(yīng)采用試驗(yàn)樣坯所用樹脂封邊。
B.3.2 將性能檢驗(yàn)試樣按照ASTMG152和ASTM G153規(guī)定的方法,使用D型和DH型儀器,使試樣經(jīng)受180h和360h在水和光線中暴露,每20min為一個(gè)操作循環(huán)期,每個(gè)操作循環(huán)期內(nèi)試樣單獨(dú)在光線中暴露17min,在光線和水中暴露3min。
B.4 浸泡試驗(yàn)
B.4.1 從成品油罐外層罐殼體上切取浸泡試驗(yàn)試樣38個(gè),試樣尺寸宜為400mm×250mm,樣坯250mm的邊應(yīng)和油罐軸向平行,以該樣坯制作一個(gè)150mm×250mm試樣和一個(gè)250mm×250mm試樣。兩個(gè)試樣應(yīng)分別標(biāo)識(shí),前者作為驗(yàn)收試樣,后者作為性能檢驗(yàn)試樣,性能檢驗(yàn)試樣應(yīng)采用試驗(yàn)樣坯所用樹脂封邊。
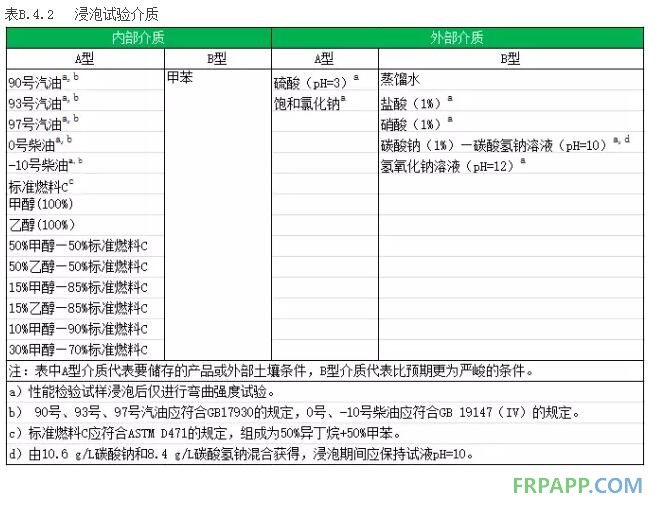
B.4.2 將性能檢驗(yàn)試樣分別在表B.4.2中規(guī)定的A型外部介質(zhì)中浸泡30d、90d、180d、270d,B型外部介質(zhì)中浸泡30d、90d、180d,浸泡期間試驗(yàn)溶液溫度應(yīng)保持38°C。
B.4.3 性能檢驗(yàn)試樣分別在表B.4.2中規(guī)定的內(nèi)部介質(zhì)中浸泡30d,浸泡期間試驗(yàn)溶液溫度應(yīng)保持38°C。
B.4.4 性能檢驗(yàn)試樣浸泡后表面應(yīng)無起泡、軟化、龜裂或其他影響性能的損傷。在A型內(nèi)部介質(zhì)浸泡30d和在外部介質(zhì)浸泡270d的性能檢驗(yàn)試樣物理性能不得小于驗(yàn)收試樣性能的50%;當(dāng)A型外部介質(zhì)30d、90d、180d浸泡試驗(yàn)結(jié)果能可靠地推導(dǎo)出270d浸泡試驗(yàn)結(jié)果且物理性能大于驗(yàn)收試樣性能的50%時(shí),可不進(jìn)行270d浸泡試驗(yàn)。在B型內(nèi)部介質(zhì)浸泡30d和在B型外部介質(zhì)浸泡180d的試樣物理性能不得小于驗(yàn)收試樣性能的30%。
B.5 低溫沖擊試驗(yàn)
B.5.1 從成品油罐外層罐殼體上各切取低溫沖擊試驗(yàn)試樣10個(gè),試樣尺寸為150mm×250mm,樣坯250mm的邊應(yīng)和油罐軸向平行,每兩個(gè)試樣為一組,一個(gè)作為驗(yàn)收試樣,另一個(gè)作為性能檢驗(yàn)試樣。
B.5.2 將性能檢驗(yàn)試樣在溫度為-30°C的冷凍箱內(nèi)放置16h,取出后和驗(yàn)收試樣固定在兩個(gè)內(nèi)徑為108mm的鋼圈之間,分別使用一個(gè)540 g的鋼球從1.8 m的高度自由撞擊試樣正面。
B.5.3 經(jīng)低溫沖擊試驗(yàn)后,每組性能試驗(yàn)試樣和驗(yàn)收試樣試驗(yàn)后無裂紋和脫層為合格。
B.6 腐蝕評(píng)估試驗(yàn)
B.6.1 腐蝕評(píng)估試驗(yàn)試樣應(yīng)按照下列方法制作:在厚度為2mm、尺寸為150mm×250mm的扁鋼板上,扁鋼側(cè)為背面,覆蓋層為正面。腐蝕評(píng)估試驗(yàn)試樣制作40個(gè),制作前應(yīng)對扁鋼板進(jìn)行稱重,制作后應(yīng)對試樣進(jìn)行稱重,記錄覆蓋層的起始重量。
B.6.2 將直徑為125 mm、長度為250mm非金屬圓筒一端和試樣正面用粘合劑粘結(jié),注入試驗(yàn)介質(zhì),試驗(yàn)介質(zhì)為:飽和氯化鈉溶液、碳酸鈉-碳酸氫鈉溶液(pH=10)、鄰苯二甲酸氫鉀緩沖溶液(pH=4)、蒸餾水氫氧化鈉(pH=12),非金屬圓筒加蓋封閉防止揮發(fā),放入另一容器中,在38°C的溫度下分別放置30d、90d、180d。將試樣從容器中取出,將試樣覆蓋層和扁鋼分離,觀察扁鋼和覆蓋層表面狀況,對放置180d后的試樣稱重。
B.6.3 腐蝕評(píng)估試樣放置30d、90d、180d,扁鋼表面應(yīng)無腐蝕,覆蓋層無起泡、軟化、龜裂或其他影響性能的損傷。放置180d后扁鋼未出現(xiàn)腐蝕且覆蓋層重量減少量小于起始重量的1%時(shí),不繼續(xù)進(jìn)行腐蝕評(píng)估試驗(yàn),減少量超過1%時(shí),腐蝕評(píng)估試驗(yàn)時(shí)間應(yīng)延至270d。每一工況應(yīng)浸泡10個(gè)試樣。
9 標(biāo)記及出廠文件
9.1 油罐應(yīng)在明顯的位置設(shè)置永久性銘牌,銘牌上應(yīng)至少注明如下內(nèi)容:
a)產(chǎn)品名稱;
b)制造單位的名稱、地址和電話號(hào)碼;
c)產(chǎn)品標(biāo)準(zhǔn);
d)公稱容積;
e)幾何尺寸;
f)檢測介質(zhì)及檢測方法;
g)工作壓力;
h)泄漏試驗(yàn)壓力;
i)設(shè)計(jì)埋深;
j)出廠編號(hào);
k)生產(chǎn)日期;
l)空罐質(zhì)量。
9.2 油罐應(yīng)標(biāo)記至少下列信息:
a)保持存放場所通風(fēng);
b)請勿在回填前盛裝液體;
c)禁止?jié)L動(dòng)或墜落油罐。
9.3 油罐出廠時(shí),制造單位應(yīng)向用戶提供以下技術(shù)文件:
a)竣工圖,竣工圖樣應(yīng)與實(shí)際產(chǎn)品情況一致,并加蓋竣工圖章,竣工圖章上應(yīng)有制造單位名稱;
b)質(zhì)量證明書及產(chǎn)品銘牌的拓印件;
c)安裝、使用說明書。
10 運(yùn)輸及儲(chǔ)存
10.1油罐運(yùn)輸時(shí)應(yīng)水平放置于相應(yīng)的支座上,并用捆扎帶將油罐與支座固定;捆扎帶應(yīng)穿過支座或在盡量接近支座的位置捆扎,油罐中心部分不應(yīng)設(shè)置捆扎帶或支撐。
10.2當(dāng)兩個(gè)以上油罐同時(shí)運(yùn)輸時(shí),油罐殼體外壁之間間距應(yīng)大于150mm。
10.3運(yùn)輸過程中,油罐與支座之間應(yīng)設(shè)置柔性墊片。
10.4油罐應(yīng)輕裝輕卸,防止磕碰。
10.5當(dāng)油罐長期存放時(shí),應(yīng)存置于無陽光照射、干燥通風(fēng)的場所;禁止與有害物質(zhì)混存混放并應(yīng)遠(yuǎn)離火源。
10.6油罐安裝前在安裝地暫時(shí)存放時(shí),應(yīng)置于臨時(shí)的木托座上,并避開地面上尖銳物體。
10.7油罐在室內(nèi)存放時(shí),兩側(cè)應(yīng)放置木楔子、沙袋等固定物防止油罐滾動(dòng)。在室外存放時(shí),應(yīng)通過合適方式將油罐固定,防止大風(fēng)吹動(dòng)油罐。
10.8油罐在起吊時(shí),宜采用位于油罐封頭的導(dǎo)向吊耳來調(diào)整油罐姿態(tài),當(dāng)使用多個(gè)吊耳起吊時(shí),吊繩傾角不能大于30度。
10.9運(yùn)輸和存儲(chǔ)過程中不應(yīng)跌落或滾動(dòng)油罐。
11 安裝
11.1油罐的安裝應(yīng)嚴(yán)格按照單位提供的安裝說明書進(jìn)行。
11.2油罐安裝前應(yīng)對油罐進(jìn)行外觀檢查,外觀檢查應(yīng)包括下列內(nèi)容:
a)油罐外表面應(yīng)平整光滑,不應(yīng)有雜質(zhì)、纖維外露、裂紋、劃痕、疵點(diǎn);
b)油罐罐體外表面不應(yīng)有長度大于10mm,深度超過1mm刮痕、磨損或碰傷。
11.3 油罐安裝前應(yīng)對油罐出廠文件的完整性進(jìn)行核查。如有異議時(shí),應(yīng)進(jìn)行必要的復(fù)驗(yàn),復(fù)驗(yàn)不合格不得進(jìn)行安裝。
11.4油罐安裝前應(yīng)設(shè)置必要的安全防護(hù)措施。
11.5 油罐的安裝
11.5.1 罐底部應(yīng)為堅(jiān)實(shí)的水平面,油罐安裝前應(yīng)對罐槽底部進(jìn)行檢查。
11.5.2 地錨應(yīng)設(shè)置在罐槽底部的合適位置。
11.5.3 罐槽底部應(yīng)鋪放回填材料,回填材料應(yīng)采用中性黃沙或細(xì)土;在冬季施工時(shí),回填材料中不得有凍塊;將回填材料夯實(shí)平整作為油罐基床,基床相對密實(shí)度不應(yīng)低于96%,基床厚度不應(yīng)小于300mm。
11.5.4 油罐應(yīng)水平放置于基床上,并置于地錨間中間位置。當(dāng)多罐布置時(shí),相鄰油罐間外表面的間距不得小于500mm。
11.5.5 安裝過程中不得敲打油罐。
11.5.6 油罐的安裝應(yīng)符合GB50461的有關(guān)規(guī)定。安裝允許偏差應(yīng)符合表11.5.6的規(guī)定。

11.5.7 油罐在基床上就位后,第一次測量并記錄人孔法蘭端面與防沖擊板上表面的距離和油罐罐體中部直徑。
11.5.8 油罐應(yīng)采用錨帶固定于地錨上,固定錨帶時(shí)應(yīng)防止油罐翻轉(zhuǎn)。
11.5.9 錨帶固定完成后,第二次測量并記錄人孔法蘭端面到防沖擊板上表面的距離和油罐罐體中部直徑。當(dāng)與第一次測量值相差大于5mm時(shí),應(yīng)對油罐的安裝進(jìn)行調(diào)整直至合格。
11.5.10 使用木質(zhì)填塞桿手工在油罐底部填充至少300mm的回填材料,回填材料間不得存在空隙。
11.5.11完成油罐底部回填后,第三次測量并記錄人孔法蘭端面到防沖擊板上表面的距離和油罐罐體中部直徑。當(dāng)與第二次測量值相差大于5mm時(shí),應(yīng)對油罐安裝進(jìn)行調(diào)整直至合格。
11.5.12 當(dāng)回填至油罐75%外徑高度時(shí),應(yīng)向油罐內(nèi)部注滿潔凈淡水。
11.5.13當(dāng)回填至地平面時(shí),第四次測量并記錄人孔法蘭端面到防沖擊板上表面的距離和油罐罐體中部直徑。當(dāng)與第三次測量值相差大于5mm時(shí),應(yīng)對油罐安裝進(jìn)行調(diào)整直至合格。11.5.14 當(dāng)油罐回填至罐頂以上時(shí),回填材料應(yīng)使用手動(dòng)震蕩機(jī)械壓土機(jī)夯實(shí)。在回填材料達(dá)到設(shè)計(jì)埋深前,油罐上方不得存在附加載荷。
11.5.15 回填過程中,回填層不應(yīng)存在空隙,不得使油罐產(chǎn)生移動(dòng)。
11.6 油罐安裝完成后應(yīng)進(jìn)行下列測試:
a)油罐應(yīng)進(jìn)行充水試驗(yàn),試驗(yàn)用壓力表精度不應(yīng)低于2.5級(jí),緩慢升壓至35kPa,保壓30min,試驗(yàn)溫度為常溫,試驗(yàn)介質(zhì)為潔凈淡水,以不降壓、無泄漏為合格。
b)安裝后如發(fā)現(xiàn)泄漏檢測系統(tǒng)無法正常工作時(shí),應(yīng)對貫通間隙進(jìn)行壓力試驗(yàn),緩慢充壓至35KPa,保壓30min;隨后緩慢卸壓并抽空至-18KPa,保壓30min;試驗(yàn)介質(zhì)應(yīng)采用干燥、清潔的空氣,以不降壓、無泄漏應(yīng)為合格。
11.7 回填至罐頂后應(yīng)進(jìn)行沉降觀測,沉降觀測完成后繼續(xù)回填至路基,沉降觀測應(yīng)符合下列要求:
a)設(shè)置觀測基準(zhǔn)點(diǎn)和液位觀測標(biāo)識(shí);
b)按油罐容積的1/3分期注水,每期穩(wěn)定時(shí)間不得少于12h;
c)油罐充滿水后,觀測時(shí)間不得少于6d;
d)應(yīng)以油罐均勻沉降且6d內(nèi)累計(jì)沉降量不大于12mm為合格。
11.8 沉降觀測完成后,及時(shí)清除罐內(nèi)的水。
11.9 工程交工驗(yàn)收時(shí),油罐安裝單位應(yīng)提交下列資料:
a)油罐安裝前的檢查和檢驗(yàn)記錄;
b)工程定位測量記錄;
c)地基驗(yàn)槽記錄;
d)填方土料及填土壓實(shí)試驗(yàn)記錄;
e)油罐安裝記錄;
f)油罐充水試驗(yàn)記錄;
g)油罐清理、檢查、封孔記錄。
關(guān)鍵詞:
雙層油罐









 魯ICP備2021047099號(hào)
魯ICP備2021047099號(hào)